
钻头是一种适用于在产品和材料上钻孔的特殊工具,它有不同的形状、大小、尺寸和设计等。因此,钻头有不同的类型,每种类型都有独特的用途。
由于钻头的类型和用途各不相同,选择合适的钻头可能具有挑战性。因此,本文将介绍不同类型的钻头及其在零件制造中的应用。
什么是钻头?
首先,我们先了解下钻头具体指什么?钻头是一种连接在钻孔机上的切削工具,它们具有圆形截面和锋利的切削刃,能够在零件或产品上打孔。钻头有各种尺寸和形状,可用于在多种不同材料上钻出不同类型的孔。
钻头的组成部分
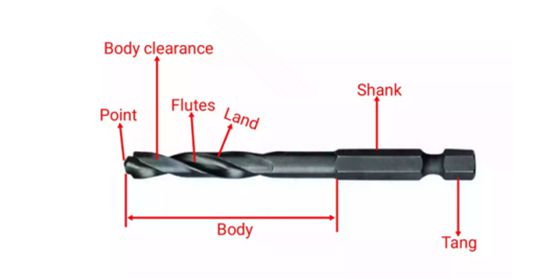
每种钻头都是独一无二的。不过,它们大多都有相同的部件。以下是用于零件制造的所有类型钻头的共同部件。
- 钻身: 它是钻头的主要部分,位于刀柄和刀尖之间;
- 钻尖: 该部件呈锥形,是钻头呈 180°角的端点;
- 柄部: 钻头的柄,与钻头相配合;
- 切口: 切口是钻头柄的最外端,与钻床主轴相配合;
- 刃口: 槽是钻头主体上的螺旋槽、螺旋槽或直槽。它们具有切削刃,可将切屑变成卷曲状,便于清除,并可导入冷却剂;
- 底面:也称边缘,是钻头本体与刃口的一部分;
- 本体间隙: 这是钻体的一部分,直径小于钻头。其作用是减少钻头与孔之间的摩擦;
- 腹板: 分隔两个笛槽的部分;
- 颈部: 颈部连接刀柄和刀体。
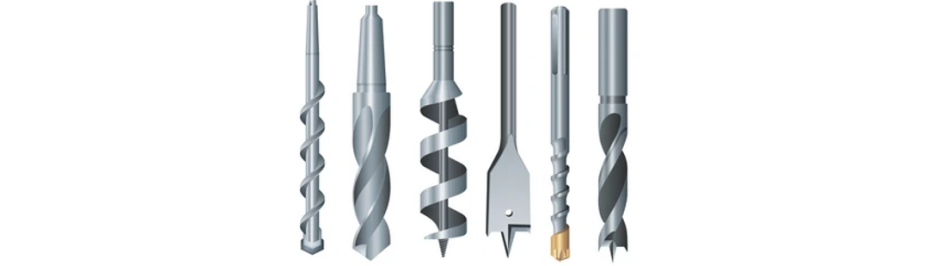
钻头类型
零件制造中使用的钻头类型不同,根据涂层和钻孔工件的材料主要可分为两大类,以下是各类钻头的介绍。
类别#1:不同涂层的钻头类型
涂层是涂在工件上的材料,可使工件具有更好的功能或美观价值,也是钻头的主要类别之一。以下是属于这一类别的钻头类型。
1.1 氮化钛钻头
涂有氮化钛涂层的钻头硬度高、速度快、寿命长,适用于钻削软硬金属。由于这些特性,它们在工业中有着广泛的应用。然而,唯一的缺点是,当它们失去切削刃时,除非重新涂上涂层,否则无法恢复。
1.2 碳化钛钻头
这种钻头与氮化钛钻头类似。因此,它们很滑,呈现出特有的蓝色或紫色。不过,它们的硬度更高,主要适用于在硬质材料上钻孔。
1.3 氮化钛铝钻头
涂有钛铝涂层的钻头具有很高的稳定性,适合在高温下钻不锈钢、钢等材料。但是,它们不适合钻铝。
1.4 黑色氧化涂层钻头
黑色氧化涂层是一种涂在高速钢上的廉价涂层,它们使钻头具有耐热、防锈、防腐蚀和低摩擦的特性。由于摩擦力降低,钻孔变得更容易。
氧化黑钻头适用于钢材、PVC、丙烯酸树脂、枫木、尼龙等材料的钻孔,被认为是最好的通用钻头。
1.5 金刚石钻头
涂有金刚石的钻头在这类钻头中硬度最高,它们适合在金属等硬质材料上钻孔。此外,它们的精度也很高,适用于玻璃等材料。
类别#2:适用于不同工件的钻头类型
许多钻头类型都是根据其可钻孔的材料来分类的。在这一类别下,我们有四个常见的子类别:通用、金属、木材和其他。以下是每个子类别下的不同钻头类型及其应用。
2.1 通用工件钻头
该子类下的钻头适用于所有材料,零件制造中常用的通用钻头有以下四种。
- 麻花钻头
这类钻头具有圆柱轴和螺旋刃,它们类似于开瓶器,可以快速、准确地钻孔。它的螺旋刃可以在工作时控制孔内的灰尘。
麻花钻头是最常见的钻头,在木头和墙壁上钻孔时有广泛的工业应用。
- 阶梯钻头
阶梯钻头是一种定制钻头,具有圆锥形的形状和可直可弯的钻刃口,其刃口可确保在钻孔过程中将切屑排出。它适用于钻削铝等软质材料。由于它们大多是定制的,因此价格昂贵。
- 联合钻头
这种钻头与阶梯钻头类似,但刃口是直的。其设计使其适用于扩孔,并且与阶梯钻头一样,可确保在钻孔过程中有效地排出切屑。
联合钻头广泛应用于金属板材加工和软质材料(如胶合板)的钻孔。
- 孔锯钻头
孔锯钻头是一种边缘带有锯齿的短开口圆柱体钻头,它们适用于在木材和金属板等薄材料上钻孔。
2.2 金属工件钻头
顾名思义,该子类下的钻头适用于加工金属材料。零件制造中常用的钻头包括:
- 中心钻头和定点钻头
这类钻头也称为 Slocombe 钻头,适用于在工件上钻出起始孔或锥形压痕。
- 取芯钻头
取芯钻头没有切削刃,有 3 到 4 个槽,它们仅适用于在已打好的孔中钻孔。
- 顶出钻头
顶出钻头设计独特。它类似于管中管,带有硬质合金钻头尖,适用于钻直径为 19-102 毫米的深孔。
- 可伸缩钻头
这种钻头由硬质合金或陶瓷制成,价格较昂贵。这种钻头耐磨,有多个冷却液通道,可延长其使用寿命。伸缩钻头适用于切割直径为其五倍的孔,钻孔速度快,是首选钻头。
- 直槽钻头
这种钻头与麻花钻头类似。不过,它们有一个平行的刃。由于刃口平行,钻孔时切屑不会弹出。因此,在工业应用上有一定的局限性。不过,这种钻头适用于钻黄铜、铜等软质材料,而且使用方便。
2.3 木质工件的钻头
该子类下的钻头适用于木材加工。零件制造中常用的钻头包括:
- 布拉德点钻头
布拉德点钻头带有橡胶软木塞,可在一定深度内提高精度。因此,它们适用于需要高精度孔的材料钻孔,直径为 3-16 毫米。
- 中心钻头
中心钻头具有锥形和螺纹刀尖,它是加工木材的重要钻头,通过转动钻头在木材上钻孔。其主要由软钢制成,是理想的手动工具。
- 木铲钻头
这种钻头的轴较长,但头部的形状像带针状钻头尖的铲子。直径在 6-36 毫米之间,适合粗镗木材。
- 螺旋钻头
这种钻头可在坚固干燥的木材上打孔。由于其特殊的设计,在厚木头上钻孔时不需要施加太大的压力。
2.4 其他工件材料的钻头
该子类下的钻头适用于加工其他材料,如石头、混凝土和陶瓷。零件制造中常用的钻头包括:
- 金刚石钻头
这种钻头的设计适合作为数控机床和钻头的组合。它有一个钢壳,钢壳的金属部分嵌入了金刚石。这种钻头适用于切割多种材料,但切割速度相对较低。
- 石头钻头
它们通常用于在混凝土或石头上打孔。不过,由于钻孔材料的硬度较高,您必须经常使用替代品。
- 玻璃钻头
玻璃钻头在工作时会产生高温。因此,它们的寿命较短。不过,它们适用于低速切孔。

用于制作钻头的不同材料
有几种材料可用于制造不同类型的钻头。根据材料固有的机械性能,每种钻头都具有独特的特性。以下是适合制作钻头的不同材料。
高速钢
高速钢由钨、铬、碳和钒组成。因此,这些钻头具有更高的硬度、强度、耐磨性和耐热性。由于它们能够高速钻孔,也被称为 “高速钢”。这类钻头适用于钻金属和硬木。
碳钢
碳钢钻头有低碳和高碳之分,这取决于碳的含量。
低碳钢钻头由于不能很好地保持刃口,因此适用于加工软木、塑料和其他软质材料。
高碳钢钻头经过热处理和硬化处理,具有更高的耐用性。与低碳钢不同,它们适合在硬木和金属上钻孔。不过,在过热时它们的刃口会受损。
钴钢合金
钴钢合金含有约 5-8% 的钴,硬度高、耐热性好、脆性大,所以它们适用于钻不锈钢和其他硬质材料。
硬质合金钻头
这种钻头由碳化钨制成,以硬度极高而著称。它们价格昂贵,但几乎适用于所有材料。不过,由于价格昂贵,它们大多被设计在钻头尖端。
多晶金刚石
这种钻头材料是由金刚石颗粒与大量烧结碳化钨粘结而成。因此,用这种材料制成的钻头硬度最高。不过,高昂的成本限制了它们在工业上的应用。
如何选择合适的钻头?
由于市场上的钻头种类繁多,选择合适的钻头可能是一项挑战。不过,您可以根据以下提示来选择合适的钻头。
考虑钻头的材质
钻头材料对于选择正确的钻头类型非常重要。这是因为每种材料都有其独特的硬度和机械特性。例如,高速钢可以钻透玻璃纤维、PVC、铝和木材,而钴钻头则非常坚硬,散热更快。
考虑钻头涂层
涂层可以提高钻头的功能和美观性。例如,在高速钢钻头上涂覆氮化钛涂层后,钻头会变得非常坚硬,更适合钻削坚硬的材料。因此,如果要钻硬质材料并需要涂层钻头,请查看其属性。
工件材料
工件由金属、木材、石材、陶瓷或其他材料制成。每种材料都有自己的特性,因此需要选择合适的钻头。例如,对于金属材料制成的工件,您可以使用麻花钻头、阶梯钻头或直槽钻头等通用钻头。另一个例子是使用螺旋钻头和铲形钻头钻木材。在选择钻头之前,请确保了解钻头的用途。
钻头的几何形状/规格
您必须考虑以下钻头的几何形状和尺寸:
厚边
合适的钻头应该足够厚,以避免在钻孔过程中折断。因此,应考虑花更多的钱购买重型几何形状的钻头。
长度
短钻头更坚硬,精度更高。如果您别无选择,只能使用长钻头,则应确保钻头的刃长较短,即钻头直径的两倍。刃长的长钻头稳定性较差,不容易切削。
钻尖角度
两种常见的钻尖角度是 118°和 135°。一方面,118° 钻尖角的钻头适用于软质材料,如低碳钢和铝。另一方面,135° 钻尖角的钻头适用于钻削坚硬的材料。
螺旋角
用于钻孔的螺旋角有很多,常见的有 10-29 度、19-40 度和 27-45 度。
- 螺旋角为 19°至40°的钻头一般适用于通用材料;
- 螺旋角为 10°至29°的钻头适用于铝制硬质材料,具有更好的排屑性、抗断裂性和边缘强度;
- 螺旋角为 27°至45°的钻头适用于较硬的材料,如不锈钢,这种材料需要的扭矩小,切削阻力大。
钻头的尺寸
钻头有不同的标准尺寸,如英制分号、线规和字母以及公制钻头尺寸。参照正确的钻头标准尺寸表,可以获得钻正确尺寸和大小。
结论
钻头是零件制造的重要组成部分,尤其是在需要组装的产品中。它们由不同的材料制成,具有不同的形状和尺寸,因而在数控铣削、钻孔等加工过程中需要使用不同类型的钻头。为了帮助您的加工项目选择正确的钻头类型,请联系韦克了解更多信息。
常见问题
哪种钻头最锋利?
钛钻头比其他钻头更锋利,保持锋利度的时间也更长。但是,打磨钛钻头需要重新涂层,这是钛钻头的一大缺点。
钴钻头和硬质合金钻头哪个更适合硬质材料?
硬质合金钻头较硬和脆。因此,它们适用于硬质材料。
哪种钻头最适合金属?
钴钻头最适用于不锈钢、铝等金属。但在选择时也要考虑其他因素,如尺寸和长度。
什么是最坚固的钻头?
聚晶金刚石(PCD)钻头硬度最高。它们被认为是最坚固的钻头,适用于玻璃和陶瓷等硬质的材料。
