关于产品
SK Design是一家由一群充满热情和经验丰富的工程师在英国创办的初创设计公司。他们为工业设备、医疗、汽车等各行业提供专业的工程设计服务。最近,他们需要设计一款新的汽车灯罩,并希望找到一家专业的制造公司进行加工。
该款汽车灯罩主要用于照明,因此对光学透明效果要求甚高,同时必须确保所有组件完美装配。在产品材料方面,透明PC或PMMA是常用的光学透镜材料,但选择哪种最合适呢?客户对此拿不准注意。
韦克帮助客户确认最终材料
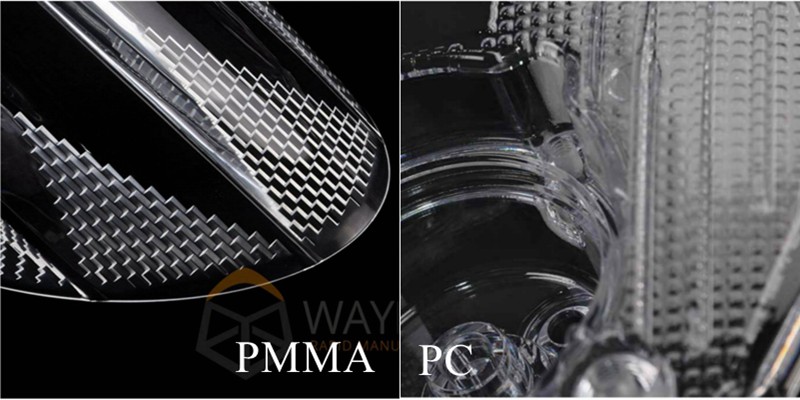
在传统的汽车行业中,大多数汽车镜头都是由透明PC制成。但在样件测试阶段,我们建议使用PMMA,考虑如下因素:
- PC是一种无定形热塑性材料,在加工过程中容易变形。相比之下,PMMA材料在加工后的尺寸稳定性要比PC好得多。
- PC材料在熏蒸后会出现明显的粘接痕迹。PMMA材料在拆卸和粘合后,痕迹不明显。
- 与PMMA材料相比,PC硬度较软,如果在抛光过程中强度控制不好,容易磨损细微结构。
汽车灯罩的加工工序分析
复杂结构和大尺寸
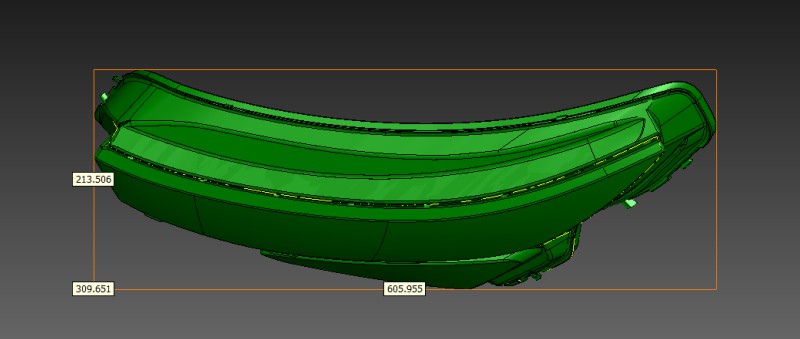
通常车灯灯罩的设计原则是考虑到两侧的装配关系还有宽阔的光源视野,所以一般情况下轮廓设计角度大多为30-45度,这就造成车灯的结构和形状的复杂性。再加上车灯零件尺寸大,导致整体加工需要很厚的材料,如下图零件在摆放后最少也需要用到215mm厚的材料,一般超过150mm厚的透明材料没有现货,需要订做,订做周期长,且价格昂贵。
考虑拆件
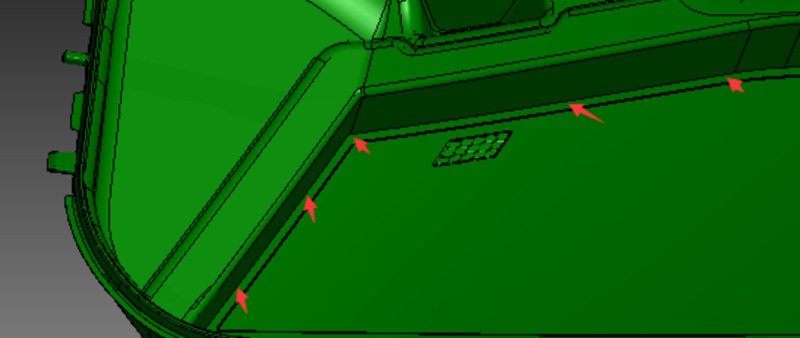
汽车镜头大多设计为深腔结构,这导致加工过程中大量切割。然而,过多的材料去除会导致零件变形。此外,加工过程中需要夹紧、加长工具。加工后会留下较大的R角(如箭头所示)。因此,为避免这些问题,一般采用拆件加工方法。
重视细小结构特征
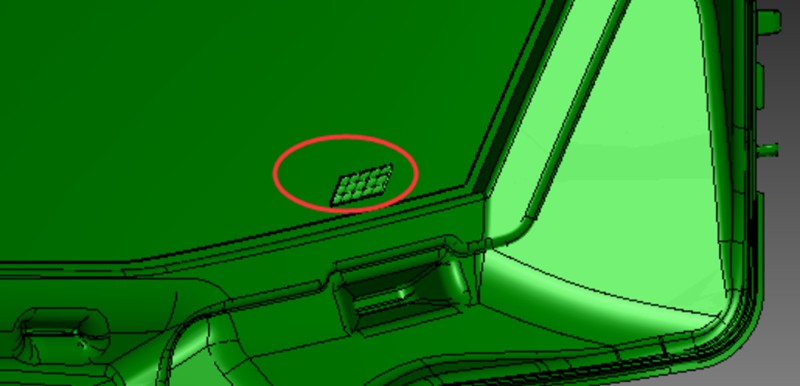
灯罩内细小的结构特征,需尽可能还原客户的原设计,需要用很小的刀具加工。通常我们会加工到转角处R0.25mm甚至是R0.15mm,如下图红色圈区域。这非常考验CNC编程的加工刀路的合理性、刀具和CNC机床的稳定性。因为这些细微特征需要不打磨直接抛光,打磨可能会破坏这些特征的完整性。因此,CNC加工出来的表面光洁度需要非常好,这样抛光后的表面粗糙度可达Ra0.02。
可靠的加工技术和解决方案
合理的加工策略可以有效解决复杂结构和材料限制的加工难题,韦克正是这样做的。
优化拆件策略
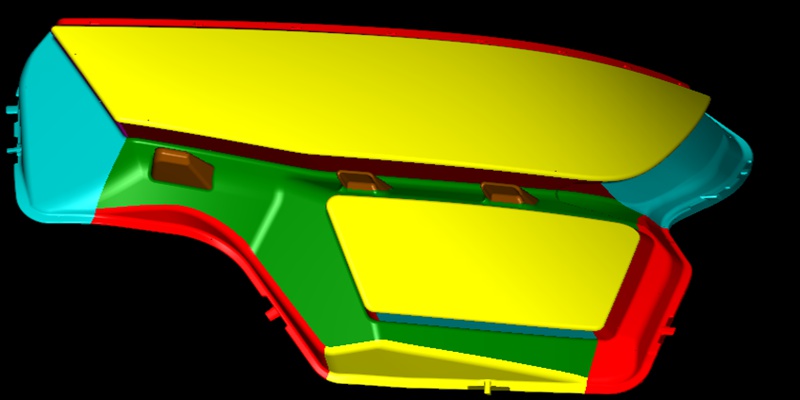
在这个汽车灯罩案例中,我们不会拆卸大透光面的光学表面(图中,此零件的黄色表面未拆卸),而是拆卸轮廓边缘的部件。这样解决了结构问题和材料限制。在该项目中,我们将该灯罩拆卸为13个独立的小部件,并使用CNC加工技术分别加工每个部件。
手工抛光获得高光学抛光效果
要达到光学透光性的效果并非一件简单的事情。需要考虑到两个方面:
- 零件的粘接必须贴合牢固,无明显缝隙,粘接痕,气泡等外观缺陷。
- 粘接之后,零散的部件已经是一个整体了。但灯罩的表面会有CNC加工的刀痕,所以必须进行打磨和抛光。
具体我们会根据零件下机的表面粗糙程度不同而选择不同型号的砂纸开粗、粗光或者直接抛光(细微特征区域)。我们一般对透明PMMA打磨抛光的处理流程:
- 第1次开粗:360#砂纸
- 第2次开粗:500砂纸
- 第3次粗光:600或800#砂纸
- 第4次粗光:1000#或1200#砂纸
- 第5次精光:1500#砂纸
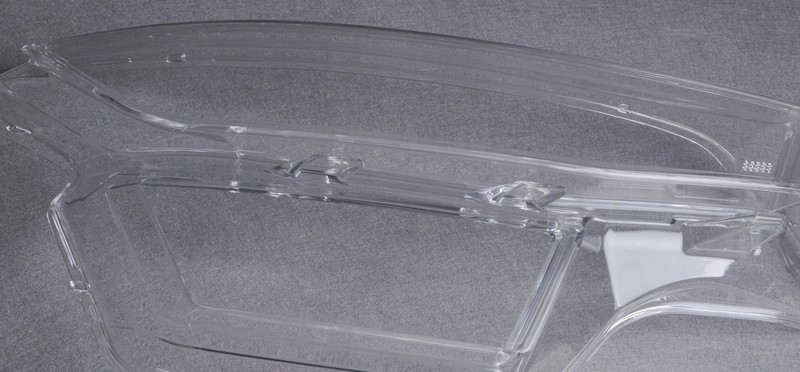
经过五次的手工开粗去除表面的刀痕,最后用抛光蜡去除砂纸的痕迹,实现镜面和光学效果。 无论是粘接和打磨抛光都是需要多年技术经验的积累,一流的手工工艺,看不出粘接痕迹,使得拆件加工也能实现整体加工的结构和外观效果,同时还大大的降低了加工的成本。
反馈
当工程师Hasson收到产品时,他说:“我对你们的加工技术和手工技能印象深刻。无论是粘接还是抛光,这个灯罩看起来都很棒。”
韦克真诚相信创新和技术在克服加工挑战中的重要性。我们的“一站式”机加工服务结合了技术专长和熟练工程团队,特别是在处理复杂结构和材料限制时,取得了卓越的成果。
如果您需要具有高光学的透明手板和部件,请随时联系韦克讨论您的想法。
