电火花线切割加工(走丝)是一种电热生产工艺,利用放电去除工件上的材料。它是对传统电火花加工方法的改进,几乎与所有导电材料兼容,并能加工出复杂的设计和形状。本文将讨论电火花线切割、兼容材料及其在许多行业中的应用。
什么是线切割加工(走丝)?
线切割加工是一种非接触式减材制造工艺,使用带电细线和介电流体将金属零件加工成理想的形状。
该工艺通过熔化或汽化材料而不是刀具去除材料来产生精确的切割。因此,它可以方便地加工不适合传统加工技术的零件特征。不过,零件必须是导电的。
电火花线切割加工是如何工作的?
电火花线切割加工的原理很简单。
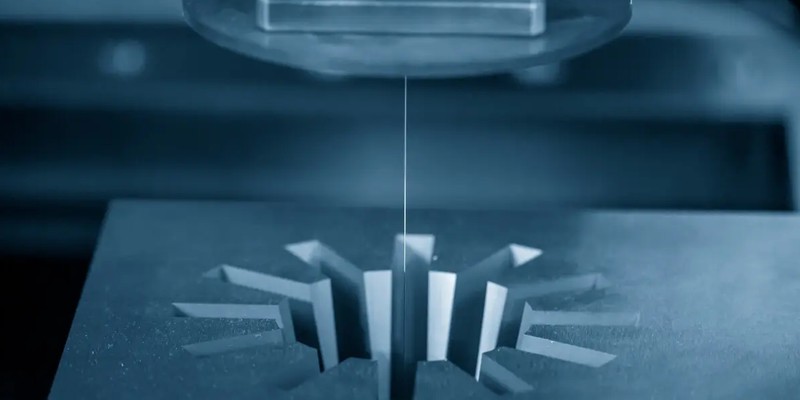
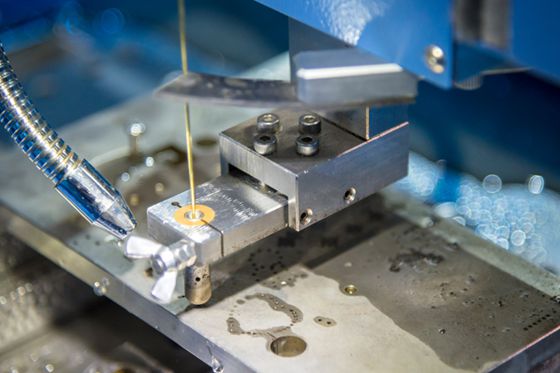
使用该工艺加工零件时,需要将工件浸入电介质流体中,用机械虎钳固定工件,然后将电火花线穿过工件,使其在通过电流时产生火花。
在此过程中,电线带一侧电荷,工件(必须是导电材料)带另一侧电荷。当两者靠近时,炽热的电荷就会跳过间隙,将金属小块熔化。
此外,电火花线切割加工过程还使用去离子水来控制加工过程,并冲走去除的微小颗粒。

线切割机床的组成
该机器由多个部件组成,这些部件共同作用,使材料形成所需的形状。以下是线切割机典型的组成部件:
1. 数控面板
数控面板控制电火花线切割加工的整个操作过程,对整个操作的控制包括对线切割路径顺序的控制,以及对切割过程的自动管理。
2. 电源
电源装置是向金属丝电极和工件提供脉冲(100V 至 300V)的部件。此外,它还控制通过线电极与工件相互作用的电荷的频率和强度。
在电火花线切割加工过程中,必须使用高度发达的电源装置来提供必要的电荷质量和类型。
3. 线材
线材是产生放电的电极,工件的形状和厚度直接影响线材的直径。通常情况下,可使用直径为 0.05 至 0.25 毫米的金属丝,主要使用的金属丝类型包括:
-黄铜线
黄铜具有良好的导电性能,因此是最常用的 EDM 金属丝材料。它是铜和锌的合金,锌含量越高,切割速度越快。不过也要注意平衡,因为当锌含量超过 40% 时,会降低黄铜线的耐腐蚀性。
-镀锌丝
镀锌丝在金属丝表面涂上一层纯锌或氧化锌,制造商使用镀锌线材是因为它能提高加工速度。
-退火钢丝
退火工艺有助于制造含锌量较高(超过 40% 的锌)的线材,这种工艺是在钢丝上镀一层纯锌。这种线材非常适合批量生产,可以加工多种材料。
-如何选择正确的线材
要为您的项目选择合适的放电加工线材,请考虑以下几点:
- 拉伸强度
- 抗断裂强度
- 导电性
- 蒸发温度
- 硬度
4. 介质
电火花线切割加工必须在充满介电液的槽中进行,这种液体可防止工件上的微小颗粒附着在线电极上。最常见的介质是去离子水,它可以冷却加工过程,并使工件表面光洁度良好。
5. 电极
电火花线切割机的电极是金属丝(阴极)和工件(阳极),伺服电机控制电火花线电极,确保其在电火花线切割过程中不与工件发生任何接触。
适合线切割机床切割的材料
线切割放电加工机床可以在工件上加工出复杂的形状和图案,它们还能加工大多数能导电的材料。
可切割的常见形状和材料包括:
铝
铝具有出色的导热和导电性能。然而,铝天生较软,加工后可能会产生胶质堆积。如果操作不当,在加工过程中很难切削。
钛
电火花线切割加工非常适合钛,因为该工艺可以承受这种合金的粘性,并能分解冗长的切屑。不过,需要用去离子水作为介质,以帮助控制加工过程中产生的热量。
钢
钢是一种非常坚固的金属,许多制造商倾向于使用线切割机床而不是数控机床加工复杂的钢件特征。但是,这种材料会产生大量热量,因此需要采取必要的预防措施。
黄铜
黄铜具有很高的抗拉强度,很容易用机器切割。但切割速度要慢,因为它是一种软金属。
石墨
使用传统切割工具很难切割石墨,但电火花线切割工艺是合适的,因为线材锋利,可防止颗粒析出。

电火花线切割与传统电火花加工的区别
线切割放电加工工艺是对传统放电加工工艺的改进,它们的操作模式相似。但是,它们之间也有显著的区别。以下是两种加工工艺的一些区别:
1. 电极
如上所述,线切割放电加工中使用的电极是加热的细线,相比之下,传统放电加工使用石墨或铜等高导电金属电极来产生电荷。电极的形状和尺寸也各不相同,这会影响其光滑度。例如,圆形电极产生的表面最光滑,其次是正方形、三角形和菱形。
2. 加工速度
传统电火花加工的电极必须具有不同的形状。因此,制造商必须在加工之前制作和塑造电极,这需要时间。相比之下,线切割放电加工机床在电极就位后即可使用,适用于需要快速完成的项目。
3. 精度
线切割加工使用金属丝作为电极,其精度比传统 EDM 高。例如,电火花线电极的切割厚度约为 0.004 英寸,由于精度高,电火花加工更适合加工形状和设计复杂的零件。而传统电火花加工则不同,后者更适合刚性较强的切割。
4. 应用
电火花线切割加工用途广泛,可切割黑色和有色金属,在不同的行业有着广泛的应用。此外,它的尺寸和形状也不会限制其用途,因为它既能加工长形零件,也能加工超小型零件。另一方面,传统的电火花加工适合加工较硬和较厚的材料。
线切割加工的优点
- 切割精确,基本不用对工件进行进一步加工;
- 适用于制造传统的数控加工难以完成的复杂设计和形状;
- 适用于加工小型零件和切割高度精细的项目;
- 只需一个加工阶段,机器就能切割材料,不会留下毛刺或变形;
- 加工过程连续进行,不会中断。
线切割加工的缺点
- 只与导电材料兼容;
- 某些材料(如铝)的切割表面可能会产生氧化层,需要额外的精加工,从而增加成本;
- 初始投资和维护成本较高。
线切割加工的应用
从手板到完整的零件生产过程,许多行业都使用线切割放电加工机床。
汽车行业
汽车行业的零件形状复杂且精度要求高。因此,该行业倾向于使用线切割机床,该工艺适用于开孔和开腔,以定制汽车部件。
医疗行业
线切割放电加工机床能加工出高精度的复杂零件,适用于所有医疗领域。此外,与线切割放电加工服务配合良好的金属也经常用于制造医疗设备。
由于金属线的直径决定了切口的大小,因此线切割机床可为牙科植入物和注射器部件等零件添加微小特征,而不会破坏其结构完整性。
航空航天工业
线切割加工的零件公差很小,是航空航天零件制造商的首选加工工艺。该工艺与水刀切割工艺一样,尤其适用于无法承受传统切割工具所产生的高温和应力的零件。
航空航天工业中的零件需要具有出色的表面光洁度和精确度。制造商多年来一直使用线切割工艺制造发动机、涡轮叶片、起落架零件等。
结论
线切割放电加工是一种多功能的精密加工工艺,可用于制造复杂的形状和几何形状。它常用于需要满足严格公差要求的航空航天和医疗行业,还可用于制造手板或批量生产零件。
您正在寻找一家专业制造商来实施您的线切割项目吗?韦克是一家您值得信赖的加工制造商,对包括线切割在内的所有数控加工工艺都有丰富的加工经验。无论您的零件要求和应用是什么,我们的工程师专家都能帮助您制造出产品。
只需立即上传您的 CAD 文件,即可获得即时报价。我们很乐意与您一起寻找合适的加工解决方案。
常见问题
有哪些其他类型的 EDM?
除了线切割放电加工(Wire EDM),还有钻孔放电加工和沉孔放电加工。它们的区别在于使用的电极不同。钻孔放电加工的电极是管状的,能加工出更细更深的孔。另一方面,沉孔放电加工使用导电金属形成所需形状的 “正极”。
线切割放电加工和激光切割有什么区别?
激光切割使用高功率热光束切割材料,而线切割放电加工则使用金属丝的电加工工件。
线切割放电加工中为什么要使用去离子水?
去离子水具有低碳特性,它可作为冷却剂调节介电温度。
