
金属压铸是一种系统化的工艺,能够生产出各种各样的金属零件。这种技术使得以较低成本生产坚固、精密、轻量化的金属部件变得更加容易。通过压铸工艺制造的零件或部件广泛应用于消费类及工业类部件。
尽管金属压铸是一种灵活的生产工艺,但建议在使用前要充分了解该技术。那么,什么是压铸?压铸是如何工作的?压铸有哪些不同类型和优势?请继续阅读。
什么是压铸?
压铸是指利用高压将熔融金属注入模具的过程,液压机确保模具的闭合面几乎完美贴合形成密封,将构成型腔的硬化工具钢部件压合在一起。
金属压铸能够生产出具有出色表面处理效果和精确尺寸的精密金属零件。由于其能够制造复杂零件的能力,因此非常适合大规模产品制造。

压铸使用哪些金属材料?
压铸中金属的选择取决于具体应用的要求。例如,由于铝具有重量轻且耐腐蚀的特性,常被用于制造汽车零部件。让我们来看看压铸中使用的不同金属材料。
铝
铝是压铸中主要的金属,其合金用于冷室压铸工艺。这些铝合金通常包含镁、铜和硅等元素。
铝基压铸合金是制造精细、复杂零件的理想选择,因为它们重量轻且具有良好的尺寸稳定性。此外,它们对温度波动、腐蚀、电和热具有良好的传导性。以下是一些常用的铝合金压铸材料:
- 铝合金380:这是一种通用铝合金,兼具铸造性能和机械性能,广泛应用于发动机支架、家具、电子外壳、框架、把手、齿轮箱、电动工具等领域。
- 铝合金B390:该合金具有出色的抗振动和耐磨性能。常用于泵壳、阀体和叶轮的制造。
- 铝合金413:由于其高压可压缩性,该合金具有出色的铸造性能。AL413常用于建筑部件、食品机械和液压缸的制造。
- 铝合金443:在所有用于压铸的铝合金中,AL443具有良好的延展性。这使得它非常适合制造消费品,尤其是那些在铸造后需要进行塑性变形的产品。

镁
镁是另一种常用的压铸金属。镁合金中的其他元素包括铝、锌、锰和硅。镁不仅比铝轻,而且加工性能更好,非常适合在铸造后需要进行额外加工或表面处理的产品。
压铸镁合金比铝等金属更容易铸造,这主要是因为它们适用于热室压铸工艺。以下是一些常用的镁合金压铸材料:
- AZ91D:该合金具有高强度重量比、出色的耐腐蚀性和铸造性能,是动力传动部件和机械部件的热门选择。
- AM60:AM60结合了强度、延展性、减振性能和良好的铸造性能,是汽车部件(如面板和座椅框架)的首选。
- AS41B和AE42:这些独特的稀土合金具有高温耐受性,并提供了出色的抗蠕变、耐腐蚀和延展性能。但它们的价格较为昂贵。
锌
锌合金在压铸金属中占有重要地位。它们易于制造,适用于热室压铸机,并提供了额外的优势,如抗冲击强度、延展性和电镀兼容性。以下是一些常用的锌合金压铸材料:
- Zamak 3:这是一种通用锌合金,以其尺寸稳定性和易铸造性而闻名。Zamak 3用于制造管道部件和吊扇等产品。
- Zamak 2:该合金添加了额外的铜,虽然价格稍高,但强度更大。
- Zamak 5:这是一种锌基合金,与Zamak 3相似,但延展性较低,抗拉强度较高。因此,它是轮毂配重等产品的首选合金。
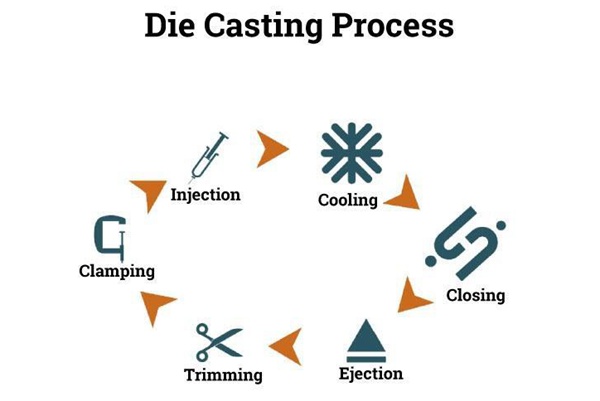
压铸操作步骤
在压铸过程中,高压对于将熔融金属注入模具非常重要。以下是压铸中涉及的多步骤过程:
1. 模具制造
首先,使用计算机辅助设计(CAD)软件设计模具。该软件允许创建模具的三维(3D)模型。设计完成后,即可开始制造实际的模具。这涉及使用数控机床从金属块上加工出模具。切割完成后,模具通常需要进行热处理以使其硬化。
2. 合模
合模是压铸的初始阶段。为了确保熔融金属能够高效注入并顺利取出凝固的产品,事先对模具进行润滑和清洁以去除任何杂质。清洁并润滑后,施加高压以夹紧并关闭模具。
3. 压铸
为了注入熔融金属,应将其倒入注射室。这一步骤根据所使用的工艺而有所不同,例如冷室压铸和热室压铸。需要注意的是,这一阶段需要液压系统产生的高压。
4. 冷却
压铸完成后,必须对其进行冷却并从模具中取出。这一步骤对于保持压铸件的结构完整性至关重要。制造商通常在压铸的这一阶段采用强制冷却或自然冷却。不过,所使用的冷却类型通常取决于压铸件的大小和复杂性。
5. 顶出
冷却后,制造商使用顶出销将压铸件从模具腔中顶出并从模具中取出。确保最终产品在顶出前已完全凝固。
6. 修边
最后阶段涉及去除成品压铸件浇口和流道中可能存在的多余金属。修边可以使用锯子、砂轮、修边模或其他工具完成。这一过程的优点在于,去除的部分可以回收再利用。在这一过程中,必须非常小心以防止损坏压铸件。

压铸类型及其变体
压铸中常用的两种方法是热室压铸和冷室压铸技术。每种方法都独具特色,适用于不同的场景。
热室压铸
热室压铸工艺适用于熔点较低的材料,如镁合金、锡、锌和铅。这是为了防止与熔点较高的金属或合金接触时损坏泵。通过液压系统施加压力,将熔融金属注入模具。
冷室压铸
当处理熔点较高的材料(如铝)时,冷室压铸是理想的方法。由于熔化这些材料所需的高温可能会损坏泵送系统,因此这一工艺非常适合此类金属。
这是一种高压压铸工艺,涉及将熔融材料倒入冷室,然后将其注入模具。冷室工艺中使用的液压系统与热室工艺中使用的相似。然而,这可能需要高达2000至20000 psi的更高压力。
压铸的不同变体
以下变体适用于解决铸造过程中可能出现的缺陷、事故、变形和其他问题。
1. 半固态压铸(SSDC)
该工艺也称为触变成形,涉及将由小块组成的料坯加热至液固相变温度(触变状态),这使得材料能够在压力下进入型腔。由于大部分熔体膨胀发生在相变时或相变后不久,因此这一工艺能够最大限度地减少收缩、缩短加工时间,并由于较低的操作温度而提高精度。
2. 真空压铸
这是一种制造高质量金属零件的特殊方法,具有更高的精度。通过放置在熔融储罐上方的工具将熔体吸入,利用真空将熔体输送到型腔。在浇入热金属之前,它们会去除模具中的空气和气体。这使得零件更加优质和精确。
真空压铸通常用于铝和镁的铸造,它有助于制造出用于汽车、飞机和电子产品中的坚固且精细的零件。
3. 挤压压铸
在这一过程中,模具被填满后被挤压关闭,迫使填充物进入通常不易填充的小型腔部分。这种铸造方法非常适合用于高粘度金属(如锌、镍和铜)的铸造。
4. 重力或低压压铸
这种不太复杂的方法通过允许使用重力进料(甚至手工舀取)填充较厚部分来降低模具成本和设备复杂性。理想情况下,这种方法应与对称的圆形铝压铸部件一起使用。

压铸工艺的优势与局限
压铸是快且成本较低的生产方法之一。单个模具可以生产出数十万件既精确又尺寸完美的零件。以下是压铸的一些优势和局限:
压铸工艺的优势
- 良好的机械性能:压铸件具有良好的机械强度,尽管不如锻造件强。它还能生产出具有改进的导电性、硬度和耐久性的零件。
- 出色的表面处理效果:压铸能够快速制造出具有光滑或纹理表面的复杂零件,具体取决于您的要求。
- 快速的交货时间:当铸造模具准备好后,平均压铸工艺周期非常短,通常只需几天时间,具体取决于材料的大小和特性。
- 成本效益高:压铸具有很高的成本效益,尤其是在批量生产时。随着时间的推移,每件零件的成本会显著降低。
压铸工艺的局限
- 材料使用受限:压铸仅适用于具有高流动性的金属,这限制了可用于该工艺的材料数量和类型。
- 劳动密集型:该工艺,尤其是在冷却阶段,需要持续的监控。
- 模具不可更改:由于模具由硬化钢制成,因此无法更改或调整。它们的制造成本也很高。
设计压铸几何形状时需考虑的因素
压铸设计的几何形状控制着零件的填充和冷却方式,以及其形状如何影响孔隙率、晶粒和应力。以下是设计压铸几何形状时需考虑的因素:
拔模斜度
在压铸中,拔模斜度是指与模具方向平行的斜坡或锥度。模具内壁的锥度应大于外壁的锥度,因为这允许合金在冷却和凝固过程中收缩并更紧密地贴合在压铸件内。如果内部拔模斜度较大,则完成后的零件将更容易且更准确地从模具中顶出。
加强筋和凸台
通常,凸台用作安装点和支撑物,而加强筋则用于在不增加壁厚的情况下提供支撑。尽可能将所需的任何凸台和加强筋直接集成到压铸件中,这可以增加了产品的整体强度,同时减少了锐角。
凹槽
如果您的零件需要轻量化,则压铸设计可以容纳凹槽。这些凹槽也称为省料孔,本质上是融入模具设计中的孔洞或开放区域。合理放置的凹槽可以使您的成品零件更轻,同时不会牺牲结构完整性。
壁厚均匀性
理想情况下,设计应使整个压铸件的壁厚保持一致。这并不意味着壁厚必须处处相同,但应尽量减少壁厚的显著差异。均匀的壁厚更容易控制金属流入模具的过程,并确保完全填充。
圆角和转角
圆角是铸造件中两个表面通常会在锐角处相交的弯曲部分,在压铸中添加圆角是为了消除成品零件中不需要的锐边和转角。对于压铸件来说,较大的内外转角半径是有益的。
制造高质量金属压铸件的技巧
压铸涉及将熔融材料注入模具。然而,为了获得最佳的零件质量,请考虑以下技巧:
使用高质量金属
您使用的材料会显著影响压铸件的质量。选择适合您应用的高质量合金,并确保它们不含污染物和杂质。此外,为了获得最佳性能和一致的材料性能,请正确校准您的压铸机。
优化模具设计
优化模具设计是确保高质量产品的一种方法。应考虑壁厚、拔模角度和圆角等因素,以确保您的零件能够轻松地从模具中顶出。此外,还应考虑浇口和流道的位置,以确保熔融金属能够顺利进入型腔,并且不会留下任何间隙或缺陷。
质量控制
在生产高质量压铸件的过程中,实施有效的质量控制程序,这包括监控工艺参数、检查零件是否存在缺陷,并在必要时采取适当的行动。此外,为了发现趋势并做出数据驱动的决策,请考虑实施统计过程控制(SPC)技术。
压铸件的表面处理选项
为了确保压铸件具有长寿命、保护性或吸引人的外观,需要对其外表面进行良好的表面处理。压铸件有多种表面处理选项可供选择。
粉末涂层
粉末涂层涉及将带电粒子放置在压铸件的表面上。这种方法之所以理想,是因为它涂层均匀、能够更好地控制厚度,并且能够掩盖压铸件表面上的微小瑕疵。
电镀
电镀是另一种为压铸件提供理想表面处理效果的方法。与陶瓷涂层一样,这里的涂层也是一层薄层。两种电镀工艺都能提升产品的美观度,有时还能提高其导电性。
仿古处理
这种表面处理类型能够赋予压铸件一种陈旧外观,它涉及在电镀铜或其他合金后,用彩色材料(如硫化铜)涂覆压铸件。
喷漆
对于许多材料来说,喷漆既起到额外的保护作用,也起到装饰作用。在喷漆之前,最好清洁金属表面以去除任何污染物(如油),并涂上一层底漆,这有助于漆层附着。
不同行业中的压铸产品
压铸是一种用于制造各种高度功能化和独特零件的工艺。以下是这些产品的一些应用:
- 汽车行业:汽车行业所需的变速器箱、连接器、微型发动机、齿轮和其他专用零件都是使用这种技术制造的。
- 航空航天行业:航空航天行业要求金属部件重量轻、质量上乘,并能够满足严格的质量标准。压铸是一种能够满足这一要求的经济实惠的方法。
- 消费类和工业产品:使用这种方法,可以制造出散热器、连杆、压缩机活塞和水槽水龙头等消费类部件。
韦克您可靠的压铸服务供应商
压铸是一种用于制造金属的重要方法,以其高效和低成本的生产而闻名。尽管该工艺并不复杂,但确实需要专业知识。因此,将业务外包给像韦克这样的快速成型制造公司是一个更优的选择。
我们是您值得信赖的高质量压铸服务合作伙伴,拥有一支专业团队,负责处理不同的加工项目,能够在生产复杂压铸件方面提供精度和效率。我们还能满足不同行业(包括汽车、电子、医疗和航空航天行业)的不同要求。无论您需要原型制作还是零部件批量生产,韦克可靠的压铸解决方案都能为您的项目提供卓越的性能和质量保证。
常见问题解答
压铸模具有哪些类型?
压铸模具主要有四种类型。它们包括单型腔模具、多型腔模具、组合模具和单元模具。
注塑成型与压铸之间有什么区别?
这两个过程之间的一个主要区别在于所使用的材料。压铸主要用于金属(如锌、铝和镁),而注塑成型则常用于塑料。
压铸的成本是多少?
铝压铸的价格可能会因多种因素而显著变化,包括零件的复杂性、尺寸和生产数量。
