
铰削是机加工人员为确保钻孔或镗孔的精确尺寸和表面光洁度而采用的制造工艺。通过使用铰刀这一旋转切削工具,机械师可以极为精确地扩大孔径,创造出仅靠钻孔难以实现的精度和平滑表面。
铰刀复杂的几何结构使其能够高效地去除材料,同时呈现出光滑的表面光洁度。这使得铰削成为航空航天、汽车和医疗制造等行业中实现高质量成果不可或缺的一道工序。
铰刀工具的一些应用场景如下:
- 汽车工业:对发动机缸体、气门头和轴等部件的孔进行精确铰削。
- 航空航天:对机身、起落架等部件进行精密铰孔。
- 制造装配:对特殊紧固件尺寸和攻丝的孔进行精密加工。
- 组装:对螺钉、螺母、铆钉等部件的孔进行精确铰削。
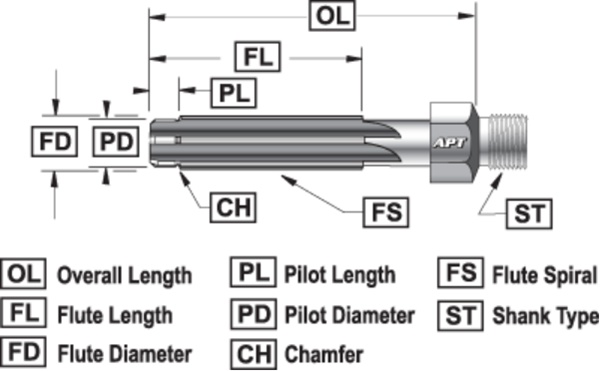
铰刀的组成部分
铰刀通过从孔的内壁去除少量材料,实现高精度和均匀的孔径。铰刀的设计复杂,包含多个对最终产生的孔径精度的重要组件。
- 轴:与铣削工具一样,铰刀具有轴对称性。中央轴线是重要的几何特征,有助于确定刀具偏移量和表征运动误差。
- 刀体:从铰刀的进入端到柄部开始的部分。
- 柄部:用于夹持和驱动刀具的部分。
- 槽径:铰刀切削部分的最大直径,决定最终孔径大小。
- 槽长:具有切削刃的部分的长度,它决定了刀具的切削载荷和分布。
- 总长:刀具的总长度,限制了使用铰刀的最大孔深。
- 后锥度:从进入端到另一端每单位长度的直径减小量。这种锥度有助于更容易地排屑和将载荷集中在刀具的前端。
探索不同类型的铰刀及其用途
铰刀是机械师在进行各种铰削操作时追求精确结果必不可少的工具。尽管它们外观相似,但每种类型的铰刀都经过专门设计,以在特定场景中表现出色。无论是用于通孔的直槽铰刀,还是用于盲孔的螺旋槽铰刀,了解每种类型的独特特性对于实现理想的加工结果是非常必要的。

螺旋槽铰刀
螺旋槽铰刀是专为不锈钢等硬质切屑材料设计的专用铰刀。由于其螺旋槽设计,切削力在整个铰刀上均匀分布,使其能够轻松切削硬质材料。
此外,螺旋角有助于排屑,这对于铰削盲孔很有作用。

直槽铰刀
顾名思义,直槽铰刀的槽与铰刀切削部分的中央轴线平行,它们适用于不产生大量切屑的材料,如黄铜和铸铁。
由于槽没有角度,排屑可能会成为问题。因此,最好将它们用于通孔,以便切屑可以简单地从底部开口掉出。此外,由于排屑问题,它们不适合作为手用铰刀。

锥销铰刀
锥销铰刀具有锥形刀体,这意味着铰刀的直径从根部向尖端沿中央轴线逐渐减小。这种非传统形状非常适合需要容纳如锥销等部件的孔。
锥销铰刀具有不同的尺寸、材料和锥角。通常,其主要规格包括根部和尖端直径以及刀具长度。
套式铰刀
套式铰刀呈套筒状,切削槽位于外侧。该套筒(安装在铰削芯轴上以执行铰削操作。通常,套式铰刀具有多个槽,贯穿整个刀体长度,并且可以是直的或螺旋的,具体取决于应用。
通常,套式铰刀适用于较大的孔。其便捷的设计使其比其他铰刀更方便使用,并为机械师提供了更大的灵活性。
手用铰刀
手用铰刀是为手动铰削而设计的。其设计通常具有螺旋槽,便于排屑和分散切削力。此外,它还具有轻微的锥度,有助于用户精确地将其插入孔中。
尽管由于人为误差,手动铰削的精度通常低于机械铰削,但手用铰刀仍是加工车间中常见的工具,是机加工人员工具箱中重要的工具之一。
浮动铰刀
浮动铰削更像是一种单独的铰削装置,这些浮动刀柄与所有类型的铰刀兼容。其特别之处在于浮动铰刀刀柄,它通过独立的轴承装置将机床传动装置与刀具隔离开来。
换句话说,它消除了来自机床的运动误差。这些误差可能包括主轴不对中、热膨胀和轴向偏移。

其他类型的铰刀
上述铰刀类型列表涵盖了机加工车间中常见的铰削工具。除此之外,还有多种其他类型的铰刀用于特殊的铰削操作。
- 卡盘铰刀
- 短螺钉机用铰刀
- 可扩径铰刀
- 硬质合金铰刀
铰刀使用分步指南
尽管铰削十分常见,但它是一项需要技能的专业操作。用户应根据铰刀的大小、类型和规范遵循适当的操作程序。以下是一个通用的铰刀使用分步指南。
准备设置
第一步是做好所有设置。工件应使用虎钳或夹具固定,这可以防止工件在切削力的作用下移动,从而降低铰削精度,甚至损坏铰刀工具。
导向孔标记
一旦工件稳固地固定到位,接下来就是钻孔操作。首先,操作人员使用适当的工具标记孔的中心。然后使用中心钻或倒角钻定位孔,此过程有助于引导钻头进入下一步的孔中心。
导向孔钻削
接下来进行钻削操作。在这一步中,选择合适的钻头尺寸很重要。一个通用的建议是,使用比最终孔径小2-4%的钻头。例如,如果最终孔径为10毫米,那么9.8毫米的钻头就很合适。
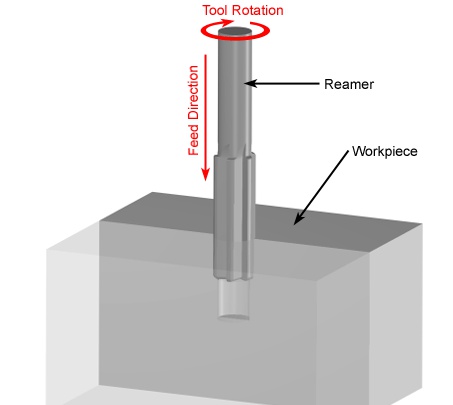
铰削
接下来是实际的铰削过程。对孔和铰刀进行润滑,以减小摩擦。然后,将铰刀安装在其相应的刀柄上,并与孔的中心对齐。
轻轻地将铰刀导入孔中,铰刀入口端的轻微倒角在此过程中很有用。进入孔内后,操作人员使用选定的进给和速度参数对孔进行铰削。
清洁
铰刀需定期从孔中抽出进行再次润滑和排屑,直到孔完全铰削完毕。在过程结束时,应彻底清洁孔,注意不要损坏孔的内壁。
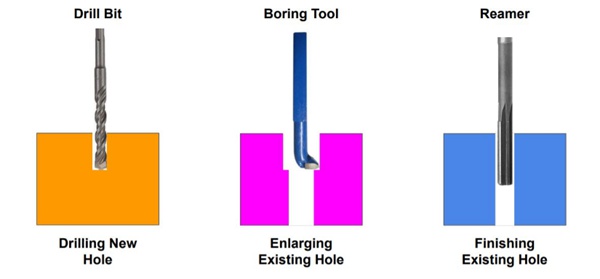
铰刀、钻头与镗刀的区别:有何不同?
对于机械加工新手来说,铰削、钻孔和镗削之间的区别往往令人困惑。作为专家,有必要了解每种机械加工过程及其专用工具。
铰刀与钻头
钻头是一种切削工具,其侧面和前端有螺旋切削刃,该设计使其具有较大的材料去除率。钻孔时,需要使用钻头在完全固体的材料内部创建孔。因此,在钻孔之前,工件上根本没有孔。
与钻头一样,金属铰刀也有切削刃(通常是螺旋形),但仅在侧面。铰削也是一种制孔工艺,但铰刀工具执行的是对已钻孔的表面进行精加工的任务。此外,与钻头不同,铰削主要目的是去除极少量的材料并产生非常光滑的表面光洁度。
铰刀与镗刀
铰刀和镗刀之间也存在一些混淆。首先,它们都是用于精加工孔的切削工具,分别对应铰削和镗削两种孔加工操作。
镗削是一种类似于铰削的扩孔操作。然而,其主要目的是去除材料,而不是产生精细的表面,其材料去除率也远高于铰削。
此外,镗刀具有非常独特的刀具几何形状,其切削刃仅靠近其进入端面,而不是沿其整个轴线。例如,车床镗削用的镗杆和镗头。
总结
铰刀工具在高效、准确的制孔中发挥着核心作用。不同的铰削作业需要使用不同的铰刀。
韦克是一家快速手板制作公司,提供包括CNC加工、注塑成型和3D打印在内的一站式机加工服务。我们拥有多台先进的机床和经验丰富的工程师团队,可以为您提供最高质量的加工服务。如有项目咨询需求,请随时联系我们。
