电火花加工(EDM)是一种非传统的减材制造工艺,它利用电火花形式的电能来切割或去除工件的部分材料。这种加工技术的两种常见形式是电火花成型加工和线切割电火花加工,本文详细比较了这两种加工方式,分析了它们的优点、缺点、应用及差异。
电火花成型加工概述
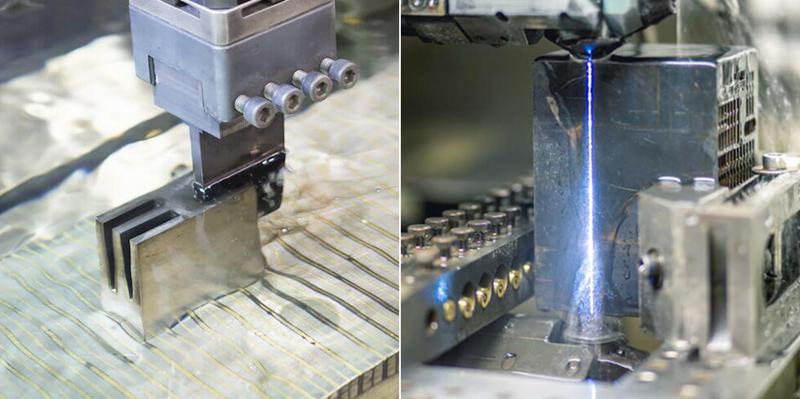
电火花成型加工是一种电火花加工方式,它使用电极和工件浸没在绝缘液中,通常是烃类油或其他介电液,它也被称为冲压、型腔或体积电火花加工。该加工操作使用预加工的电极——铜、石墨或钨——来形成所需形状的“正型”。之后,电极被压向工件以创建实际材料形状的“负型”。
在电火花成型加工中,选择电极的主要因素包括电极的电阻和电导率。例如,与铜相比,石墨电极更容易加工,然而,铜的电导率更高。
电火花成型加工使用所需形状的“正型”来在工件中制造复杂结构。例如,当设计需要金字塔形状时,所选的加工工具将是形状相似的金字塔。

电火花成型加工的优缺点
让我们快速了解一下电火花成型加工的优缺点。
优点
- 精度:电火花成型加工适用于精确加工,能够创建极其精确的特征。
- 形状:该工艺适用于创建复杂形状和夹具,包括不规则形状的盲孔。
- 风险:它是一种低风险加工过程。
- 金属类型:只要金属具有导电性,电火花成型加工就适用于加工。
- 低应力加工:与常见的金属加工不同,电火花成型加工基本不会产生可能导致切削工具或工件变形的应力。
- 复杂结构:由于它不一定需要贯穿工件进行切削(除非有要求),它适用于制造薄壁、盲腔、横截面等复杂结构。
缺点
- 材料限制:电火花成型加工仅适用于加工导电材料。因此,该工艺不适用于塑料和复合材料。
- 高能耗:与数控加工相比,该工艺耗电量大,它需要大量电力来产生足够的能量进行加工。
- 时间:该工艺比传统加工过程更昂贵且耗时。
电火花成型加工的应用
如前所述,电火花成型加工适用于创建复杂的型腔。该工艺通常用于制造硬质工具,如模具和冲模。电火花成型加工的典型应用包括:
- 模具和冲模制造
- 快速制模
- 锐利的内角
- 薄而深的肋
- 精细细节
- 盲键槽
- 在珠宝和贵金属中创建精细设计
- 内部花键等
线切割电火花加工概述
线切割电火花加工是电火花加工的另一种形式。它是一种非接触式加工过程,利用细单股带电金属线和合适的介电液来将工件切割成所需形状。它也被称为火花加工或线侵蚀电火花加工。与电火花成型加工一样,工件必须是良好的电导体,如金属和石墨。然而,介电液通常是去离子水。
该过程不一定需要贯穿金属件进行切削。相反,它使用细线通过熔化或汽化金属来创建精确的切割线,直到细线完全穿过工件。因此,对于传统加工技术难以加工的导电工件,该工艺非常适用。
典型的线切割电火花加工设备包括数控工具、电源、介电介质、电极以及切割线,这些切割线可以是黄铜、扩散退火或镀锌线。该工艺适用于切割铝、黄铜以及更硬的金属,如钢和钛。

线切割电火花加工的优缺点
优点
- 连续加工:加工过程是连续的。即使细线断裂,加工过程也会立即继续,几乎没有中断。
- 高精度切割:线切割电火花加工能够创建高度精确和准确的零件。它们适用于制造具有复杂几何形状和紧密公差的结构,这些结构对于传统加工过程来说具有挑战性。
- 多功能性:线切割电火花加工具有高度通用性。该工艺适用于切割各种(导电)材料,包括铝、钢、钨、黄铜和钛。
- 无瑕疵:它是一个单阶段过程,工件无变形或毛刺。
缺点
- 材料限制:它仅适用于能够导电的材料。
- 可能需要额外加工:在切割金属件后,表面会形成氧化层,需要进行精加工和后处理操作,这将产生额外费用。
- 成本:线切割电火花加工设备的前期成本很高。此外,维护成本也比较昂贵。
电火花线切割加工的应用
如前所述,电火花线切割加工能够制作出具有严格公差、高精度和尺寸精度要求的零件。以下是这种加工工艺的典型应用。
- 汽车领域:汽车和其他机动车辆有许多需要高精度加工的复杂零件。电火花线切割加工适用于制造发动机气缸、齿轮和变速箱、燃油喷射器等部件。
- 电气部件:用于电气小工具中的微型组件可以通过电火花线切割加工生产,这类组件包括传感器、微芯片、连接器等。
- 航空航天领域:航空业利用电火花线切割加工来制造需要高精度和尺寸精度的零件,该工艺可以制造涡轮叶片和起落架零件。
- 医疗产品:电火花线切割加工适用于制造手术植入物、假肢和其他医疗小工具。
- 模具、工具和模壳制造:电火花线切割加工可以用于各种制造过程的模具和模壳,包括注塑成型、吹塑成型、压铸磨具等。

电火花成型加工与电火花线切割加工:有何不同?
电火花成型加工和电火花线切割加工都是电火花加工的类型,因此具有一些相似之处。然而,它们也有明显的区别。这些区别包括:
切割工艺
在电火花成型加工中,切割涉及在工作件和材料之间产生一系列火花,使金属件汽化或熔化。另一方面,电火花线切割加工使用细线产生电火花,使金属汽化或侵蚀。
绝缘液
电火花成型加工通常使用烃类油,而电火花线切割加工则经常使用去离子水作为绝缘液。
电极线
电火花成型加工使用定制的电极,其形状类似于预期产品的三维轮廓或形状,然后将其降低到工作件中以切割出形状。然而,电火花线切割加工使用基本相同的细电线穿过材料,将其切割成所需的结构。
加工功能
电火花成型加工更适合于3D轮廓加工、钻孔、去毛刺、精加工等。另一方面,电火花线切割加工可用于高精度轮廓切割以及样品制作。
此外,虽然电火花线切割加工只能从工作件的边缘开始加工,但电火花成型加工可以从工作件的任何地方进行加工。这使得电火花成型加工更适合于在材料底部原本不存在的位置生成空腔或孔。
精度
这两种电火花加工操作都能产生精确的切割,然而,电火花线切割加工更适合于对精度和公差要求严格的零件。
如何选择电火花成型加工和电火花线切割加工?
尽管我们已经展示了电火花线切割加工和电火花成型加工之间的区别,但不可否认的是,它们很相似。毕竟,它们都是电火花加工的类型。然而,对于您的制造项目应该选择哪一种呢?
简而言之:选择哪种方法应取决于您的加工需求。例如,电火花线切割加工适用于高精度标准的小型部件。然而,电火花成型加工更适合于制造注塑成型和其他制造过程所需的模具和模壳。
在决定为您的设计选择哪种工艺之前,您应考虑以下几点:
- 表面光洁度:电火花线切割加工留下的表面比较光滑,而电火花成型加工的表面可能略显粗糙。
- 材料类型和厚度:对于更坚硬和坚韧的材料(如钢和钛),请选择电火花成型加工。电火花线切割加工适合较薄的材料。
- 制造成本:如果您的预算严格,请选择电火花线切割加工,其成本较低。
- 零件几何形状和形状:对于模具、模壳和具有复杂形状的深腔,优选电火花成型加工。
- 批量生产:电火花线切割加工是一种更快的制造工艺。因此,它是大批量生产的更好选择。
韦克:您的电火花加工服务合作伙伴
电火花加工是一种辅助的制造工艺,适用于各种复杂特征的部件。然而,除了了解不同类型及其特性之外,您还需要与专家合作,以确保您的项目获得优质的电火花加工服务。
韦克是一家快速成型制造公司,在电火花加工和机加工方面拥有丰富的经验,我们提供CNC加工服务、注塑成型、压铸、钣金制造等服务。韦克拥有专业团队和技术人员,可以确保您的项目和设计规格精确无误。
结论
电火花成型加工和电火花线切割加工是两种非常规加工工艺。这两种工艺在行业中都非常常见,用于各种应用。了解两者之间的相似性、优点和缺点,可以帮助您决定哪种工艺最适合您的制造项目。
常见问题
电火花加工有哪三种类型?
电火花加工包括电火花成型加工、电火花线切割加工和孔钻电火花加工三种类型,这三种制造工艺的共同特点是使用电流切割金属件。
电火花加工(EDM)和电化学加工(ECM)有什么区别?
电火花加工(EDM)利用电放电、电流或火花来切割或去除材料。另一方面,电化学加工(ECM)使用电解(化学反应)来溶解或侵蚀材料(金属)。
电火花成型加工和电火花线切割加工的主要相似之处是什么?
电火花成型加工和电火花线切割加工的主要相似之处在于,这两种工艺都使用电流或火花从工作件中切割或去除材料,直到达到所需的形状。此外,这两种工艺都使用电极来切割金属,并使用作为绝缘体的绝缘液。
