
本项目有3个关键点:材料本身的加工难度、薄壁结构的变形以及零件的装配。让我们来看看更多细节。
1. 有效铣削高强度铝7075
7075铝是一种高强度材料,其主要特点之一是高强度重量比。这使其非常适合用于重量是关键,但强度不能打折扣的应用。例如,本项目中的金属电吉他。
然而,7075铝也以较难加工而闻名。在加工过程中,它容易产生咬合或剥落。此外,在铣削过程中7075铝容易发热,从而可能导致翘曲或开裂。
为了克服这些难题,韦克采用了一些策略。一是使用高润滑性切削液。这些切削液有助于减少摩擦和热积聚,同时保护材料表面免受损坏。另一种是使用高速切削工具。这些刀具旨在减少加工过程中产生的热量,从而有助于防止翘曲和开裂。
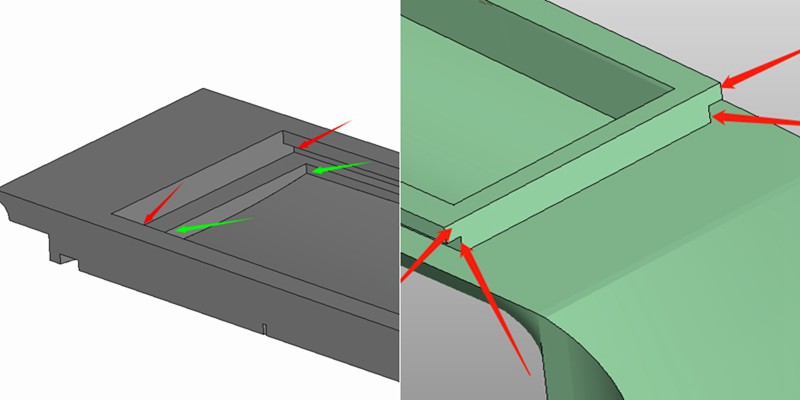
2. 使薄壁零件不变形
薄壁零件在加工过程中变形的原因之一是零件尺寸过大。本项目中的吉他琴身和琴头就是这种情况。琴身尺寸为438 x 322毫米,厚度为2-3毫米,琴头长871毫米,厚度约为3毫米。薄壁零件在加工过程中可能变形的另一个原因是切削过程中产生的应力。这些应力会导致材料翘曲、扭曲或弯曲,从而导致零件超出公差范围或无法使用。
韦克防止变形的一种方法是使用高速加工。这种方法可以降低施加在材料上的力。此外,使用专门设计的切削工具,可优化薄壁铝零件的加工。
另一种控制变形的策略是使用专门的工件夹持和固定技术。这有助于在零件表面更均匀地分布切削力,降低变形或弯曲的风险。
3. 确保吉他零件装配的正确公差
正确的公差对零件装配非常重要。如果装配公差太松,吉他可能会出现音调问题或其他性能问题。反之,如果公差太紧,零件可能根本无法装配在一起。
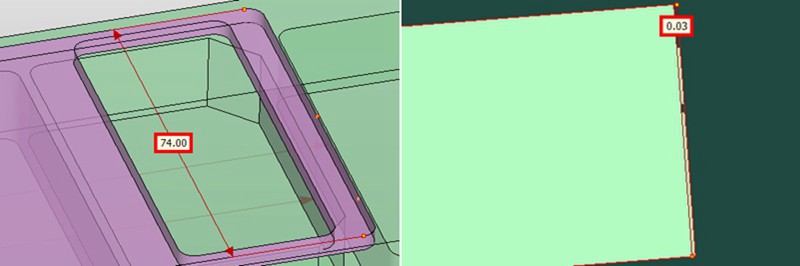
该项目在装配方面有两种方式。第一张图片显示的是两个尺寸均为74毫米的部件,装配尺寸为零;第二张图片显示,内部零件比外部零件大0.03mm,装配时存在误差。
韦克通过两种方法解决了这些问题。一种是减小内部尺寸,增大外部尺寸;另一种是内部尺寸采用负公差,外部尺寸采用正公差。通过这些方法,保证了吉他在装配过程中的平滑、精确配合。
Raymond收到他的金属吉他后,他赞许了这个项目完成的效果,并对琴的各个部分进行了微调,如琴桥和调音钉,以确保其演奏效果良好。

当最终弹奏他的电吉他时,Raymond对演奏效果感到满意,并与韦克分享了他的喜悦。铝合金7075赋予了这把琴独特、现代和工业化的感觉,与他之前弹奏过的任何其他吉他都不同。这种材料所增加的强度和耐用性也意味着这把吉他可以经受住巡演和演出的严酷考验。
在此期间,Raymond带着他引以为傲的电吉他参加了洛杉矶附近的NAMM展会,并获得了很多好评。韦克也为Raymond感到高兴,并希望他的表演和音乐能得到越来越多人的喜爱。
