真空复模
韦克拥有领先的真空复模技术,利用硅胶模具快速复制类似于工程塑料的聚氨酯浇注件,是手板功能测试和小批量生产的理想选择。
什么是真空复模?
真空复模也称作硅胶复模或手板复模,是塑料件小批量注塑成型的经济替代方案。通常,模具使用CNC或SLA零件作为原型,由硅胶材料制成,通过真空注型的过程浇注聚氨酯PU材料制成零件。复模件可以准确地复制原型件的结构、细节和纹理,并提供跟原型一致的表面光洁度,获得类似于注塑生产的结果。
硅胶复模的工作原理
硅胶复模的制造过程分为三个步骤:制作原型,制作模具和浇注零件。
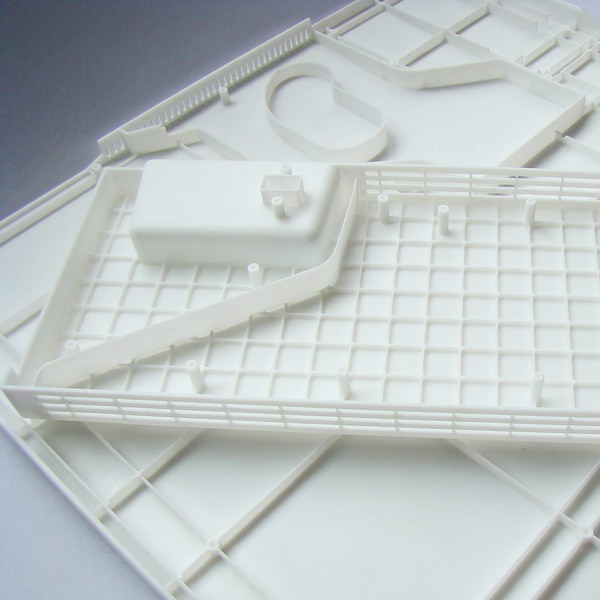
步骤1:制作原型件
复模件的品质取决于原型的质量,当您需要保持高精度、高光洁度甚至是光学透明时,原型件最好由CNC加工而成。除此对于形状结构较复杂的零件,我们也会考虑用SLA制作原型。
我们可以在原型件的表面喷涂纹理或雾面的效果,以模拟产品的最终模具纹理。硅胶模具会精确复制原型的细节和纹理,最终的复模件件的表面会跟原型件保持高度一致性。

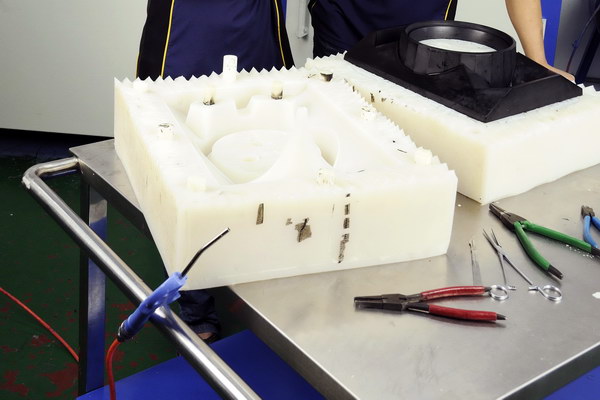
步骤2:制作硅胶模具
步骤3:真空注型
真空复模的材料
聚氨酯树脂是具有广泛性能和用途的聚合物。韦克提供各种聚氨酯浇注材料来满足您的应用,包括日本的Hei-Cast和法国的Axson。材料性能与工程生产塑料相似,如ABS、PMMA、PC、PP、PA等。浇注件种类选择可以从透明、半透明到有色的,软橡胶或者硬塑料,甚至是耐冲击、耐高温(120℃)或防火(UL94-V0),以及玻纤填充、或不同硬度的有机硅。

真空复模的技术指南
标准复制精度
标准公差±0.15mm/100mm,最高精度可以达到±0.05mm。
最大浇注工件
真空浇注设备可容纳2.0M*1.2M*1.0M模具规格。
零件最小壁厚
零件壁厚最小 0.5mm,最佳为1.5mm~2.5mm。
硅胶模使用寿命
每个模具最多可复制20件,而如果零件要求高质量(例如透明或复杂的结构),则一个模具只能制作12个甚至10个浇注件。
一般交货时间
在10到15天内最多可以制作50份浇注样件,取决于零件规格和体积。
表面处理及其他功能
浇注料加色、磨砂蚀纹、透明抛光、喷漆、电镀、金属嵌件、包覆成型等。



真空复模的应用
硅胶复模是制造功能手板和塑料零件的小批量生产的有效方法,并帮助您在高质量生产零件和最短的交货期之间取得平衡。
硅胶复模是高品质塑料手板的理想选择。当数量需求不足以去投资注塑模具时,它可以帮助您以较快的速度定制小批量生产部件。
真空注型工艺和相对低成本的硅胶模具,使工程验证和设计变更变得简单而经济。此外,它可用于产品发布之前进行功能测试。
硅胶复模浇注件可以是一个全套的美学模型,在同一个设计理念下,有各种颜色、纹理和表面处理。如果不知道什么颜色最适合产品,可以制作一个硅胶模具,制作10-15个浇注件,并在每个浇注件上涂上你设计的颜色和纹理,以便在设计部门甚至管理会议上进行内部讨论。
小批量复模零件是消费者测试和用户评估的理想选择。在任何贸易展览或展会上,你都可以向有兴趣的客户展示几件模型。在准备公司宣传册或在官方网站上发布产品照片,以吸引更多的潜在客户。
