关于客户和产品
该项目来自一家专注于电子产品研发的公司。该公司目前正在开发一款新型成像设备,急需一些组件来验证设计。该项目中,客户需要韦克协助完成29款零件,共186个组件,其中一个比较典型的部件即成像设备的外壳部分。
确定外壳加工工艺
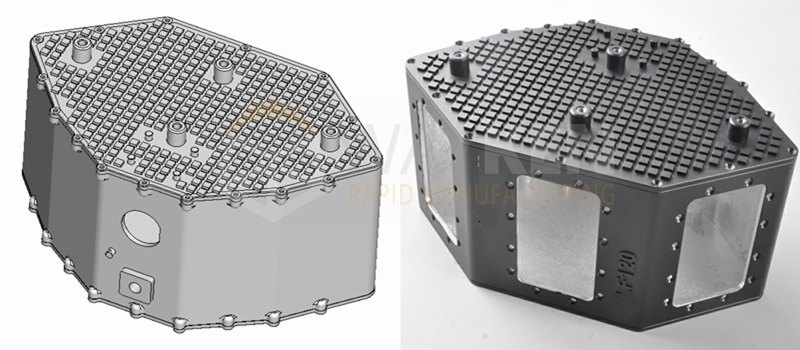
我们先来看外壳各个面的基本特征。顶部和底部有许多盲孔,且有8个侧面,每个侧面上又有不同加工方向,这意味我们需要采用多轴联动加工设备。同时我们从外壳的顶部和底部,可以观察到部分盲孔下面有倒扣,这就需要我们定制刀具或者旋转零件从特定角度加工。
因此,经工程师综合考虑评估后,我们选择了 5 轴 CNC 来加工该外壳部件。
考虑变形问题及加工策略
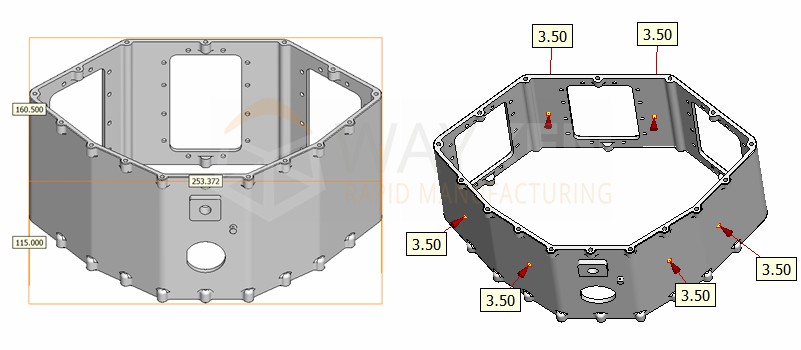
从整体上看,零件尺寸较大为253*160*115mm,而壁厚只有3.5mm。薄壁是变形的原因之一。
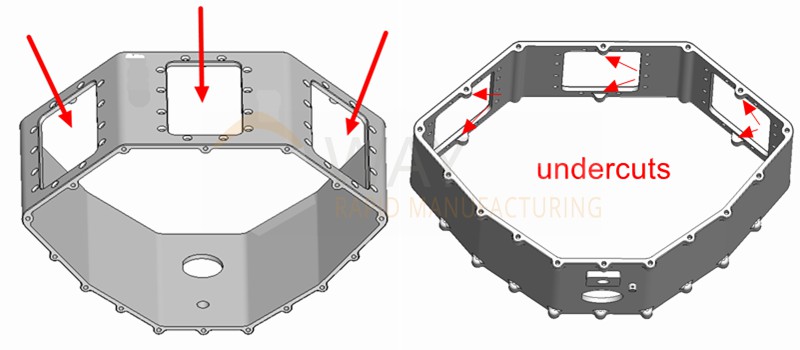
同时我们可以注意到这是一个中间无支撑结构的镂空壳体,有8个不规则的侧面。从力学角度来看,这意味着它比圆的、三面的和四面的侧面结构更不稳定,也更容易变形。
从加工细节来看,由于腔体没有结构支撑,在去除外侧材料、加工外侧孔和型腔时,刀具施加的外力容易破坏材料的应力平衡,从而产生变形和翘曲。
加工策略
为了降低变形风险,我们实施了以下策略:
选择热处理材料
通常,热处理材料具有更高的硬度和强度,这通常使它们在加工过程中能够更可靠地保持其形状,从而降低变形的可能性。在这个外壳部件中,考虑到客户对表面质量的要求,韦克建议使用铝 6061-T6。
控制加工参数并保持一致
加工过程中产生的热量会增加变形的风险。因此,韦克需要特别注意加工参数的变化,并管理冷却液控制,以避免局部热量过度积聚。
我们还避免了间歇性停止和启动,这是选择5轴加工的原因之一。这样可以减少热波动对铝材料的影响,避免变形。
利用优化的装置
韦肯精心设计了夹具,在加工过程中将工件牢固地固定到位,降低了振动和随后变形的风险。我们使用夹具为腔体和盲孔底面提供支撑,以最大限度地减少外力的变形影响。
通过以上方法,韦克控制了壳体零件的变形,使其能够很好的满足应用需求。
在同一个零件上实现两种表面处理
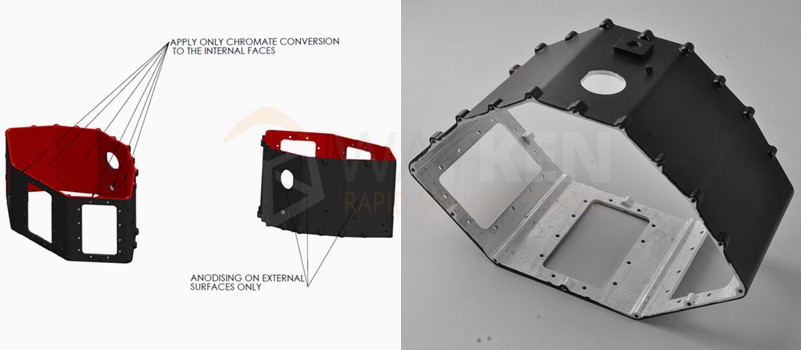
为了应对复杂的户外环境,这款成像设备的表面需要进行化学处理,但部分区域仍会保持导电性。因此,这款外壳需要进行两次表面处理,内部采用铬酸盐处理,外部采用黑色阳极氧化处理。
在同一个零件上进行两种表面处理是有挑战的。阳极氧化需要经过清洗、酸洗、氧化和中和等一系列化学处理。在对外壳外部进行阳极氧化时,很容易影响内部区域。
因此,我们首先进行铬酸盐处理。同时使用适当的掩膜材料(如胶带、胶水、蜡等)将需要黑色硬质阳极氧化的区域进行遮盖,以防止处理液进入。
处理好之后小心地去除掩膜材料,对需要进行阳极氧化处理的区域进行同样的标准处理。
在操作中,我们需要检查盲孔和螺纹孔中的金属碎片是否被清理干净。如果金属碎片处理不彻底,氧化处理后会在盲孔底部形成致密且难以清除的硬块,影响有效深度,并影响产品的装配。
确保装配
对于加工好的零件,韦克会进行试装配。下图中可以看到,上下盖的通孔和外壳的螺纹孔通过螺丝组装在一起。不仅控制好了变形,也确保了孔的位置度,很好地满足了使用要求。