
铣削是数控加工中经常使用的加工程序之一,它有不同的操作。本文我们将讨论面铣,它的工作流程,使用的刀具以及面铣的加工技巧。
什么是面铣?
首先,我们先了解下面铣的定义。面铣是一种用于将工件表面削平和磨光的加工技术。机械师在此过程中使用两种类型的机床,一种是加工中心,另一种是铣床。
面铣工艺可以是手动的,也可以是自动的。两者的区别是进给速度不同,对于手动端面铣削,机械师必须反复停止机器才能完成面铣,而自动端面铣削的进给速度则比较稳定。因此,自动型铣床不易出错。
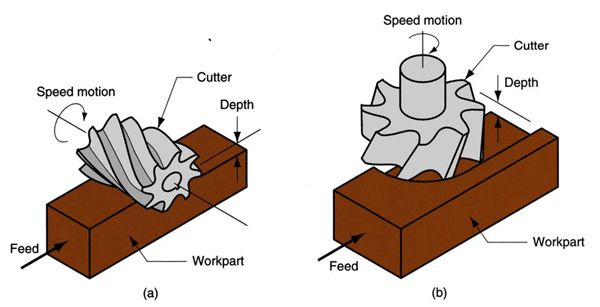
该工艺使用各种端面铣削刀具,包括立铣刀、贝壳铣刀和飞刀。机床逆时针旋转刀具,工件在刀具齿上移动。

面铣是如何工作的?
机械师在对工件进行端面铣削时,会将加工过程分为四个部分。其中包括:
1.固定工件
在开始加工之前,要确保工件牢固地固定在机床工作台上,以防滑动。
2.定位工件
接下来要确保工件放在正确的位置,机械师将工件垂直于刀具放置,这样,铣刀的顶部就能在材料上工作。
3.调整进给速率和主轴转速
调整进给速度和机床移动刀具的速度(主轴速度),这两项对于确保机器在正确位置切割至关重要。
4.加工
机床设置完成后,开始面铣。由于计算机已经输入了数控加工的加工过程代码,它可以自动完成面铣工作,直到加工出所需的效果。
选择正确的端面铣削工具
任何面铣工艺的成功都取决于所使用的刀具。在了解帮助选择正确切削工具的技巧之前,我们需要了解面铣所使用的不同工具。面铣主要使用三种刀具:铣刀、立铣刀和飞刀。
1. 贝壳铣刀
贝壳铣刀是面铣的首选刀具。贝壳铣刀有多个刀齿,刀刃上有刀片,非常适合制造一致的表面光洁度,这是因为它的设计可以控制每次可去除的材料数量。它还适合加工各种数控材料,不过,它的刀片可能需要根据工件的硬度不断更换。

2.立铣刀
立铣刀的切削刃适合在工件上进行复杂的精加工。但是,当需要从工件上去除大块材料时,立铣刀并不是一个好的选择。此外,普通的立铣刀具的强度不高,所以它能加工的材料选择有限。
3.飞刀
与立铣刀和贝壳铣刀不同,飞刀只有一个切削刃和一个刀片。但是,它们在不消耗太多动力的情况下,具有加工精细表面的优势。因此,如果您想以较低的功率消耗获得更精细的加工效果,飞刀是一个不错的选择。
选择正确面铣刀具的技巧
既然我们已经介绍了各种类型的端面铣刀,那么现在就可以介绍如何为不同类型的端面铣削操作挑选最佳刀具。
- 切削硬质材料时,最好的面铣刀是壳形铣刀。它有多个切削刃,可以一次切削较多的材料;
- 飞刀是切割较软材料的较好面铣刀具;
- 使用面铣进行美学设计时,最好的面铣刀具是立铣刀。这种刀具的刀柄上有多个刀齿,适合制作各种设计;
- 挑选刀具时要考虑的另一个因素是刀具进入工件的角度。大多数刀具的切入角度为45°或90°。不过,也有一些属于10 – 65°的范围;
- 在进行端面加工时,必须确保主轴与机床速度相匹配,否则会导致端面铣刀容易磨损;
- 使用数控方式进行端面加工比手动加工更好。这是因为手动端面铣削时,您需要不断退出和重新定位切削路径,可能会出现加工误差。

4种面铣操作
机械师经常使用不同类型的面铣操作,本节将介绍这些不同的操作步骤以及每种操作步骤的技巧。
1.普通端面铣削
该工序只是一般的端面铣削程序,没有任何特殊考虑。在一般面铣加工过程中,切入角非常重要,切入角为45°的面铣切削刀具是理想的选择。
优化一般面铣程序的技巧包括:
- 刀具直径应大于工件直径;
- 进入工件的切入点应偏离中心,以确保排出的切屑尽可能薄。
2.重型端面铣削
该端面加工涉及大型工件和加工中心。在这种端面加工中,机械师需要去除大量材料,因此,机床需要有足够大的尺寸和动力。
在重型面铣过程中,切入角为60°的面铣切削刀具是最佳选择。它们的进给量大,可提高生产率,切削更多材料。
优化重型端面铣削程序的技巧包括:
- 该过程会产生高温,如果需要中途更换刀片,请戴上手套;
- 该程序会产生大量切屑;这些切屑可能会扰乱工作空间,并重新进入工件的切削路径。因此,一定要及时清理工作空间。
3.高进给面削
高进给面削涉及需要高切削速度和高进给率的工序,其切削速度通常超过1000米/分钟。因此,具有高进给率和低进入角的面铣刀是这种加工的最佳选择。对于这种面铣加工,唯一需要注意的是切入角度,建议选择10°左右的角度,因为这样进给率高。
4.使用刮板刀片进行面铣精加工
在使用标准刀片的同时,还可以使用刮研刀片进行表面精加工设计。防尘圈刀片主要用于表面精加工,它们通常有不同的长度,并分为左旋和右旋两种。
在面铣精加工过程中,是否需要刮板刀片取决于所使用的标准刀片类型,标准刀片每转产生的进给量越大,对刮板刀片的需求就越大。
端面铣削与周边铣削:有什么区别?
端面铣削和周边铣削是铣削的主要类型,这两种加工方法的基本原理相同,它们都使用旋转刀具从工件表面去除材料。但是,它们的加工方式却有所不同,以下几点可以很好地说明它们的区别:
- 在端面铣削中,机械师将刀具垂直于工件。在周边加工中,机械师将铣刀置于与工件平行的位置;
- 在端面铣削中,只有切削刀具的顶部进行铣削动作。但是,在周边铣削中,工件的侧面也会被铣削;
- 平面铣削可在配备水平和垂直主轴的机器上进行,而周边铣削则仅限于配备水平主轴的机器上操作;
- 面铣适用于表面加工和去除工件上的少量材料。另一方面,外围加工适用于去除工件上的大量材料;
- 在面铣加工中,切削工具的切削刃通常位于侧面和正面。但对于周边铣削,通常只在侧面有切削刃。
了解面铣加工的实用技巧
本节将重点介绍一些适用于所有类型端面铣削加工的技巧。
1.刀具至关重要
在进行端面铣削时,应确保刀具适合加工过程。合适的工具将带来高效的生产率,并使工作更加顺畅。
2.面铣要有特定的设置
面铣不应该使用与其他加工程序相同的设置。为不同类型的加工程序配备专用设置。这有助于提高各种加工程序的精度。
3.确保铣削参数正确
面铣加工过程涉及各种技术参数。例如,切削深度、每齿进给量、每转进给量等。在开始加工之前,请确保每个参数都正确无误,这将确保不会浪费材料。
4.确保切割工具锋利
使用钝的切削工具只会减慢端面加工的速度,而且,钝的工具很容易折断,因为它们对较硬的材料不起作用。因此,确保所有工具锋利来达到高效的铣削。
在韦克获得定制铣削服务
在韦克,我们具备一站式的数控铣削塑料和金属零件。无论是手板还是小批量机加件生产,我们都能满足您的需求。如果您在寻找专业的数控铣削服务,我们的加工工厂可在短时间内为您的项目生产经济和高质量的零件。
在我们这里,速度与质量并重,我们的所有零件都会经过检验,确保满足您的规格要求。您可以就您的加工项目向我们询价,我们将尽快为您提供报价和反馈。
