工程学的真正艺术体现在复杂的机械装配中。看看手表的内部,所有微小部件完美和谐地协同工作,简直令人着迷。这正是工程配合的典型例子,也是本文讨论的主题。
本文将介绍不同类型的配合、它们的标准以及应用。让我们开始吧!
什么是工程配合?
工程配合是指两个配合件永久或临时连接在一起的一种机械装配。术语“配合”描述了配合件之间的机械间隙量或物理接触程度。
如果部件紧密配合,接头能够承受载荷,则为过盈配合。而过渡配合的特点是接头能够承受足够的力以保持接触,但不能承受高载荷。第三类,即间隙配合,配合件之间有一个小间隙,允许它们之间自由旋转或滑动。
配合的基础:孔轴系统
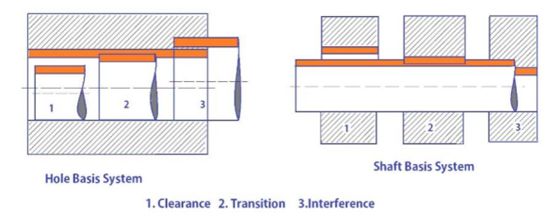
孔轴系统是工程配合中常用的标准。它有两种变体:孔基系统或轴基系统。对于这两种系统,基础部件的尺寸是固定的,而另一个部件的尺寸则是为了实现配合而确定的。例如,在轴基系统中,轴的直径是固定的,而孔的直径是可调整的。
其中,孔基系统是目前最受欢迎的,因为与孔相比,控制轴的直径更为方便。但轴基系统并未完全被忽视。当轴的尺寸调整不可行时,例如在质量平衡后的高速旋转轴上,会改变孔的尺寸以实现配合。
配合类型
如前所述,工程配合主要分为三类。每一类都有不同的机械接触方式和功能。在本节中,我们将深入探讨这些配合类型及其子类别。
过盈配合
在过盈配合中,高摩擦力将配合面紧密地结合在一起。因此,过盈配合也称为摩擦配合。
过盈配合的紧密性来自其负间隙。这意味着配合面相互挤压。换句话说,在接触压力下,配合面向内变形。例如,在孔轴系统中,在过盈配合中,孔实际上比轴小,轴通过液压机或锤子强行压入孔中。
此外,创建过盈配合的另一种常见方法是热胀冷缩配合。在这种技术中,其中一个部件被冷却或加热,使其收缩或膨胀(分别),从而使负间隙暂时变为正间隙。将部件相互定位后,温度恢复正常。由此产生的热收缩/膨胀会产生紧密的过盈配合。
通常,过盈配合的间隙为-0.001毫米至-0.042毫米。现在,让我们看看过盈配合的子类别:
- 压配合:压配合的一种较轻的变体,具有最小的负间隙,适用于中等强度的接头。
- 驱动配合:中等干涉接头,能够承受载荷,需要冷/热压和力来组装。
- 强迫配合:强迫配合是工程配合中最强的一种。它们需要冷/热压,并且几乎是永久的。其组装需要仔细控制公差和位置,以避免部件损坏。
间隙配合
间隙配合具有正公差,这意味着配合面之间有一个微小的间隙。同时,部件也有一定的间隙,但它是可忽略的,通常肉眼无法观察到。
由于这种间隙,间隙配合中的部件具有一定的自由度。例如,枢轴接头中的销和框架具有间隙配合,允许两个部件彼此独立移动,但同时也保持锁定位置。这些工程配合中间隙的常见范围是+0.025毫米至+0.089毫米。间隙配合类型的概述如下:
- 松散间隙配合:间隙设置为上述范围的上限。在松散配合中,部件可以自由旋转/滑动,并有可观察到的间隙。
- 自由间隙配合:类似于松配合接头。部件可以高速移动,接头可以容纳热膨胀。然而,由于间隙较大,定位精度较低。
- 紧间隙配合:紧配合的定位精度稍高,并允许部件在高温和高速下移动。
- 滑动间隙配合:滑动接头是高精度的工程配合。间隙保持最小,以限制除滑动方向外的所有自由度。
- 定位间隙配合:定位配合是非常高精度的配合,用于精确定位配合件。间隙非常小,需要润滑以实现平滑运动。
过渡配合
过渡配合是另外两种工程配合之间的折中。根据应用,配合件可以具有小的干涉或间隙。
如果存在负干涉(如过盈配合),则压力和承载能力不会那么高。如果存在间隙(如间隙配合),则间隙不会那么大。
通常,过渡配合在装配操作中用于精确定位部件。它限制了它们的相对运动,同时也防止了极端的机械应力。
过渡配合中的机械干涉/间隙范围在+0.023毫米至-0.018毫米之间,它有两种常见类型:
- 相似配合:它是一种具有接近零的间隙/干涉的工程配合。通常,用木槌施加的人力就足够实现配合。
- 固定配合:比相似配合稍紧,需要压力机才能实现。

ISO 286标准中的工程配合概览
上一节的信息可能一下子难以完全消化。为了更好地理解它,让我们稍微后退一步,尝试从宏观角度审视工程配合。要做到这一点,讨论常见的工程配合类型标准是一个很好的方法。
关于工程配合,最流行的两个标准是ISO 286和ANSI B4.1。这两个标准都提供了关于不同类型配合的公差范围的综合信息。在每家制造工厂,都能找到这些标准的参考表,这足以证明它们在行业中的重要性。
由于ISO标准在这两者中更为知名,因此以下图表主要聚焦于它。
| 配合类型 | 孔基 | 轴基 | 配合类型 | 应用场景 |
| 间隙配合 | H11/c11 | C11/h11 | 松动运行配合 | 轴枢、易受腐蚀和灰尘影响的部件、受温度变化影响的部件 |
| H9/d9 | D9/h9 | 自由运行配合 | 汽缸-活塞组件、慢速旋转部件 | |
| H8/f7 | F8/h7 | 紧密运行配合 | 机床主轴、轴轴承、滑动接头 | |
| H7/g6 | G7/h6 | 滑动配合 | 滑动齿轮、离合器盘、液压活塞 | |
| H7/h6 | H7/h6 | 定位间隙配合 | 机床导轨、滚珠导轨 | |
| 过渡配合 | H7/k6 | K7/h6 | 定位过渡配合 | 车轮、制动盘、轴上的齿轮/滑轮 |
| H7/n6 | N7/h6 | 定位过渡配合 | 电动机电枢绕组、齿轮 | |
| 过盈配合 | H7/p6 | P7/h6 | 定位过盈配合 | 轮毂、离合器、轴承衬套 |
| H7/s6 | S7/h6 | 中等驱动配合 | 永久性齿轮/滑轮组件、轴承安装 | |
| H7/u6 | U7/h6 | 压入配合 | 法兰安装、齿轮、轴 |
如何实现配合的尺寸公差?
从上述讨论中可以清楚地看出,尺寸公差是确保工程配合准确性的关键因素。然而,在要求的尺寸公差内制造配合件是一项技术活。
通常,工程图纸会通过详细的GD&T(几何尺寸与公差)符号来包含公差范围。GD&T规定了从真实几何形状产生的几何偏差的数量和性质的可接受范围。因此,制造商必须在这些设定的范围内制造零件。
制造商可采用多种技术来实现这一点。这些技术包括:
- CNC精密加工:CNC精密机床具有高达±0.001mm的卓越精度。使用正确的刀具和夹具,机械师可以为工程配合生产精确的零件。
- 磨削:磨削是超精密制造的理想方法,因为其制造精度高达±0.25微米。对于强制过盈配合等关键应用,这种精度的公差很常见。
- 铰削:这是制孔的一种专门应用。由于孔是工程配合中非常常见的配合部件,因此在这个列表中值得提及铰削。它是一种精确的方法,只需去除极少量的材料,因此有助于将孔控制在机械配合所需的紧密尺寸公差范围内。
结论
工程配合对于制造业来说不可或缺。没有它们,就几乎无法组装产品!干涉配合、过渡配合和间隙配合这三种配合类型在轴(齿轮、滑轮和轴承)、机床导轨、离合器等产品中都发挥着至关重要的作用。因此,作为技术人员,了解这一话题非常有益。
韦克是一家获得ISO认证的快速手板制作公司。我们的服务范围广泛,包括CNC精密加工、3D打印和快速模具制造,我们特别注重为您的具体应用实现正确的配合类型。欢迎随时联系我们,开展您的项目。
常见问题
如何为我的应用选择配合?
工程配合的选择取决于多个因素。接头的运动量或承载能力是首先要考虑的因素。其他重要因素包括组装部件的质量和强度、零件几何形状、制造能力和制造成本。
如何计算工程配合公差?
可以根据ISO或ASME等知名工程标准的指南来选择工程配合公差。可以找到每种配合类型和孔/轴尺寸的工程尺寸和公差的详细信息。
