机械加工是现代制造业的核心,提供了一种多功能且具备高效率的生产方法。开槽铣削(Slot Milling)作为其中一种高度实用的加工技术,在切削沟槽时发挥着重要作用。
本文我们将深入探讨开槽加工,解析其定义、所需刀具及操作类型。
什么是开槽铣削?
开槽铣削,亦称沟槽铣削,是一种利用旋转切削工具在工件上加工沟槽的CNC机械加工过程。沟槽的形状和尺寸可灵活调整,应用范围广。然而,开槽铣刀和机床需具备在实体工件上形成目标槽形的能力。
开槽铣削技术及其刀具
针对不同几何形状、机床工具和应用场景,存在多种开槽铣削技术,每种技术均有特定的沟槽刀具和工艺要求。
端铣(End Milling)
端铣使用标准立铣刀或壳式立铣刀。这是一种多功能槽加工工具,可加工封闭槽、非线性槽轮廓,甚至深度可变的沟槽。
其原理类似于面铣,即刀具的侧面和端面同时参与切削。区别在于,开槽的目的是创建两端封闭的沟槽,而面铣旨在平整工件表面。
由于立铣刀具有多种尺寸和材质选择,使用立铣刀进行开槽加工是技师的首选方法。立铣刀能承受高切削力并实现深切削。此外,特殊设计的立铣刀还能抑制颤振,提升表面光洁度。

侧铣(Side Milling)
侧铣是另一种创建沟槽的技术。该方法使用侧铣刀,切削主要由刀具外周完成。
这是一种稳定的切削方式,可承受切削力和振动。在配备足够刚性的主轴和悬伸的卧式铣床上,可实现高精度沟槽加工。
T形槽加工(T-Slots)
T形槽加工是专门用于加工T形沟槽的方法,常见于工业机械(尤其是机床床身)。
该技术使用特殊的T形槽铣刀。通常,T形槽加工前需进行常规沟槽加工,为铣刀的刀杆预留空间。但此步骤仅适用于封闭槽;对于开放槽,T形槽铣刀可直接进行切削。

伍德罗夫键槽加工(Woodruff Key Slotting)
开槽铣削的另一重要应用是加工键槽接头。设计师通过键槽接头锁定负载共享组件,实现高效载荷传递。例如,齿轮可通过键槽接头固定在轴上。
接头的雌性部分(键槽)由开槽刀具加工而成。伍德罗夫槽铣刀可加工出键座,使键嵌入以锁定装配体。

多刀铣削(Gang Milling)
铣床工作台等部件需要多个平行槽,用于安装工装夹具和工件。此类多槽零件适合采用多刀铣削装置。
该技术将多个沟槽刀具安装在同一主轴上,同时切削材料。该工艺高效省时,但由于切削力较大,需确保主轴和机床具有足够刚性。
开槽铣削的技巧与实践
要实现良好的表面光洁度、材料去除率和精度,开槽铣削需注重操作技巧和细节。以下提供优化沟槽铣削性能的实用建议:
斜向进刀而非径向切入
开槽铣刀进入切削时应平稳,避免瞬时过载。推荐采用斜向进刀(ramp-down motion),而非直接径向切入,以防止刀具和机床受到冲击。
通常,斜向角度至少45度即可避免冲击。对于较硬材料或深槽,可采用180度(轴向进给)。

重视切屑排出
沟槽为封闭特征,通常仅一端开放,切屑排出空间有限。若切屑滞留在切削区,会恶化表面质量、缩短刀具寿命并影响零件公差。
因此,切屑管理至关重要。一般建议至少分两次切削:首次切削后,后续切削可留出足够的排屑空间,并设置高材料去除率。
专用刀具(如带断屑槽的铣刀)可产生细碎切屑,便于排出。此外,冷却液/润滑剂冲洗和压缩空气也是常用的排屑方法。
保持主轴负载
应避免切削循环中出现主轴完全空载的瞬间。为此,需确保至少有一个切削刃始终与工件接触,可通过调整刀具的径向浸入深度实现。
间断切削会损害表面光洁度,且单位时间内材料去除量减少,对工艺无益。此外,脉冲载荷会导致振动,缩短机床寿命。
优先选择顺铣
机械加工中关于逆铣与顺铣的争议同样适用于开槽铣削。条件允许时,应优先选择顺铣,因其稳定性更好且排屑性能更优,但需确保机床刚性足以承受顺铣的载荷模式。
大直径刀具优先
加工深槽时,开槽刀具的稳定性是关注点,深槽加工的长悬伸可能导致刀具偏转甚至断裂。
此时,大直径刀具因强度更高成为优选。此外,采用更刚性材质的刀具亦可解决问题。
然而,多数深槽狭窄,大直径刀具未必适用,需在现有资源条件下尽力优化。
优化进给率
规划切削进给率是高效开槽铣削的核心。高进给率可能导致热影响问题,低进给率则降低生产率。因此,需平衡进给率以避免上述问题。
该操作涉及较多细节,需在最终确定切削程序前,深入研究进给率及其他加工参数。

开槽铣削的刀具路径技术
机床专家通过高效刀具路径规划提升加工性能。经过大量研究和实验,行业已开发出多种开槽铣削刀具路径方案,可改善工艺质量、零件质量和机床健康状况。
常规路径
常规铣削是最简单的开槽刀具路径,沿槽轴线进行直线切削。其优点是生产率高且编程简单,兼容大多数刀具。
缺点是深槽或难加工材料易产生振动。由于刀具始终参与切削,径向力较大,导致深切削时不稳定,且产热快。
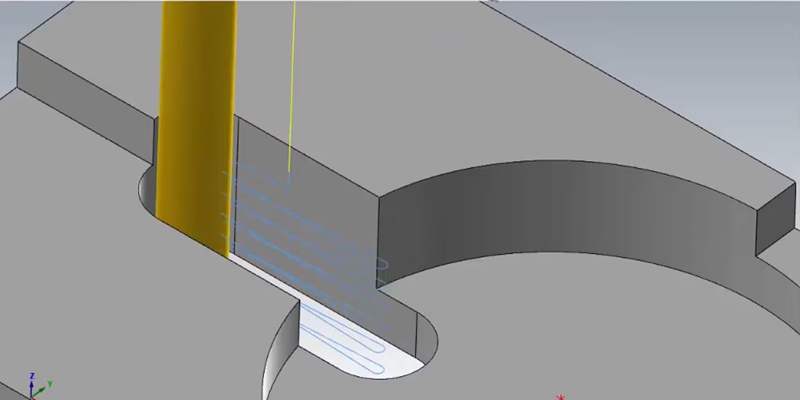
摆线路径(Trochoidal)
摆线铣削是一种特殊刀具路径,刀具沿摆线路径运动。在开槽铣削中,该路径稳定性更高,可为切削刃提供冷却时间,并留出排屑空间。
此外,摆线铣削适用于难加工材料,因平均径向切削力较低,但需更复杂的编程和刀具选择。

轴向切削(Plunging)
轴向切削指完全通过轴向运动(如钻孔)加工沟槽,但使用铣刀。该方法生产率不高,但因无径向力,可最小化刀具偏转、振动和热影响,稳定性最佳。适用于长悬伸或深槽加工等易产生上述问题的场景。
然而,轴向切削的槽壁表面光洁度较差,因此最终需采用其他刀具路径进行精加工。
结论
开槽铣削确实是工业中极具实用价值的加工操作,拓宽了制造范围,支持复杂几何形状的生产。
韦克是快速成型的专业制造商。我们配备先进的CNC机床设施,致力于提供专业CNC铣削服务,包括开槽铣削。无论您的项目复杂度如何,需要手板或批量件生产,我们的团队随时准备以高效经济的方案助您实现设计构想。
常见问题
开槽铣削使用哪些机床?
标准铣床(包括卧式和立式)均可执行开槽操作。特定情况下,也可使用钻床或电火花成型机(sinker EDM)。
哪些材料可进行开槽铣削?
开槽铣削适用于所有可加工材料,包括金属(钢、钛、铜、铁)、塑料和木材。
开槽铣削使用哪些类型的刀具?
根据槽形需求,可选用立铣刀、壳式立铣刀、肩铣刀、T形槽铣刀、多刀铣削主轴、伍德罗夫键槽刀具等。
