在机械加工领域,加工尖锐的内角是少数固有技术难题之一。尽管有五轴加工等高端技术,但加工尖锐内角仍需工程师的特殊解决方案。
本文旨在解析这一常见的内部加工难题,并探讨机械师们为此设计的各种解决方案。
核心问题:加工尖锐内角的挑战
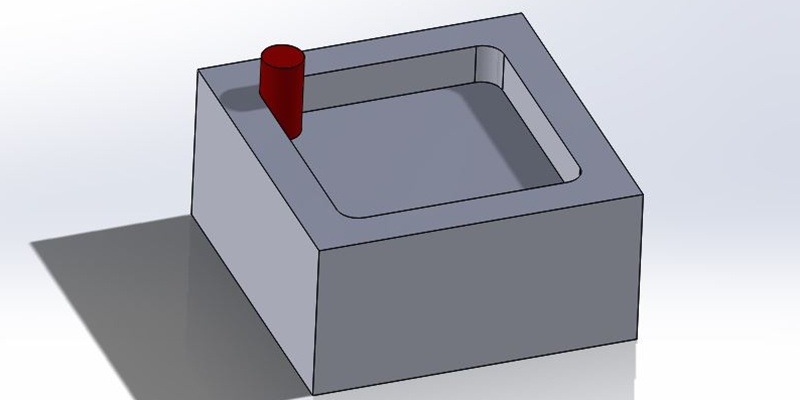
当圆柱形切削工具遇到方形型腔等内部特征的尖锐内角时,就会产生加工难题。切削工具的几何形状决定了它们无法精确切削直角,最小切削半径等于刀具半径形成的圆角。
这是无法回避的物理限制,因为切削工具的几何结构本身就不具备加工尖锐内角的能力。但某些内部特征又必须保留锐角,这类要求通常出现在装配应用中,此时内部特征需要作为外部零件的装配基座或腔体。
如何实现尖锐内角的加工?
这些相互矛盾的要求并非无解,工程师和机械师们已设计出多种解决方案:
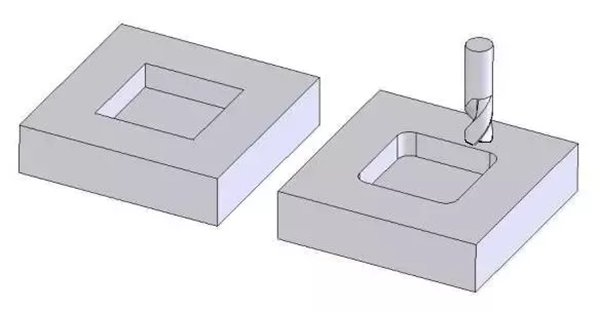
方案一:将锐角改为圆角
最简单直接的解决方案是完全避免尖锐内角。虽然这看似没有”解决”问题本身,但确实是行业专家的普遍建议。大多数设计都允许调整圆角半径,通过微调即可在保持功能的同时满足加工要求。
推荐该方案的主要原因在于其简单性。后续将讨论的其他加工技术都需要额外的时间、成本和精力,若能避免则应优先考虑。
另一个考虑是工艺稳定性。像立铣刀这类切削工具不适合加工过深型腔。通常建议的最大切削深度为刀具直径的4倍。超过这个限度就会出现颤振、刀具断裂和表面质量粗糙等问题,这些都会削弱刀具加工高质量尖锐内角的能力。
因此,当设计者选择将锐角改为圆角时,需同时关注圆角半径的选择。根据型腔深度,应选择既能安全加工又能保持零件功能性的合适圆角半径。
方案二:T型骨与狗骨型切口
另一种解决方案是在每个锐角处增加切口(undercut)。切口是指切削延伸至内角根部并超出型腔周界的加工特征,即去除角部多余材料。
这种方案特别适用于需要尖锐内角来装配外部组件的情况。它不会影响装配功能,同时为配合组件留出安装空间,甚至可能实现减重效果。
机械加工师常用的两种切口方案:
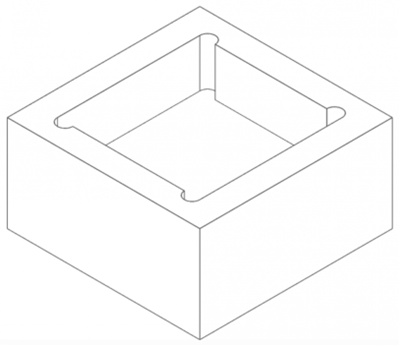
T型骨切口
较简单的切口形式是T型骨切口,刀具仅单向切入内角。通常切口延伸长度至少为刀具直径的一半,以确保配合件能正确安装。
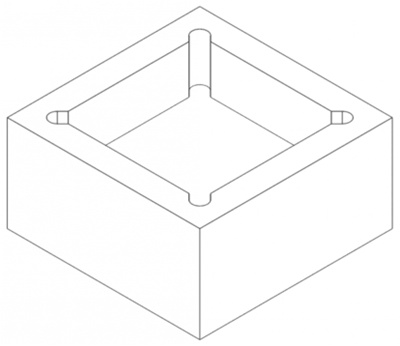
狗骨型切口
另一种切口形式被称为狗骨型切口,因其形状类似狗啃的骨头。与T型切口不同,这种切口向两个方向延伸,加工复杂度稍高,但具有更好的视觉效果。
方案三:电火花加工(EDM)
现在让我们跳出传统加工领域,看看特殊工艺方案。EDM是利用电极与工件间的脉冲放电产生的电蚀作用去除材料的制造工艺,在加工内角方面有独特优势。主要分为电火花成型加工和线切割两种:
电火花成型加工
该工艺使用定制形状的电极作为”负模”,通过电极下沉到工件中进行加工。由于电极是外部组件,可以设计成任意锐角形状。
线切割加工
与成型加工不同,线切割使用直径小于0.1mm的细金属丝作为电极,能加工出半径小至0.05mm的”准锐角”。这种极小尺寸的电极使其能制造符合所有标准的尖锐内角。
不过EDM也有缺点:加工速度远低于传统切削,使用前需充分评估必要性;工艺规划复杂;仅适用于导电材料;表面质量较差可能需要二次处理。
方案四:手工精修
当所有机械方案都无法满足要求时,最终解决方案是依靠手工技能。使用錾子、锉刀、砂纸等工具进行打磨抛光,虽然耗时且精度有限,但在机械方案不可行时是有效的替代方案。
结语
机械加工中的尖锐内角问题充满挑战,从设计师到加工师都在贡献创新解决方案。设计者面对此类问题时拥有多种选择,享有较大的设计自由度。
如需专业加工支持,请联系韦克
如果您需要加工尖锐内角的零件,韦克是值得信赖的合作伙伴。我们提供从CNC加工服务到后处理的完整解决方案,满足您的各种加工需求。立即联系我们启动新项目吧!
