机械加工正以极快的速度朝着更高精度迈进,创新技术不断涌入市场。加工余量与公差是工程师用以定义期望加工精度的两个关键概念。
为了充分利用机械加工和制造业的新进展,需要理解这两个概念的区别及其工作原理。在本文中,我们将通过分别解释公差和余量,并借助实际案例比较它们的差异。
什么是工程公差?
公差是工程设计中的一个概念,用于量化加工零件尺寸中未预见的偏差。众所周知,即使是最精密的数控机床,也无法始终生产出尺寸完全精确的零件。由于不存在绝对完美的机器和部件,因此总会存在一定的误差。
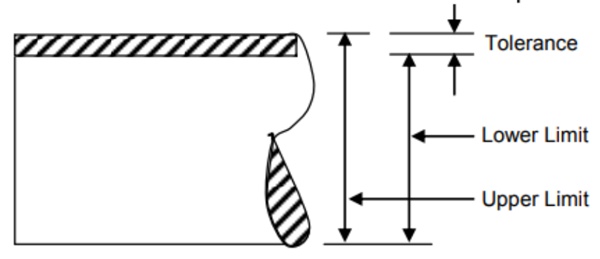
工程师和机械师的目标是利用他们的技能,将这些偏差控制在可接受的范围内。这个范围由公差来定义,它为尺寸偏离其真实值的程度设定了上限和下限。
公差在生产中的重要性
公差概念在机械加工中极具实用性和普遍性,因为它为机械师提供了一个可作为目标的尺寸偏差参考范围。
例如,一位专业的机械师可能会选择使用普通机床,而非精度为±0.001毫米的精密数控机床,来生产公差要求仅为±1毫米的零件。这样做可以节省成本、资源和时间。
此外,公差设定还为质量部门提供了在加工后如何仔细验证零件尺寸的指南。在质量控制中,工程师还经常使用先进的公差技术,如公差堆叠,来传达设计意图。
重要的是,公差也是“互换性”概念的必要前提。在批量订单的机械车间中,每个零件都必须达到一定的公差水平。公差水平为零件与其同类零件的一致性设定了基本标准。
工程图纸中的不同公差标注策略
现在,让我们深入探讨这个话题,并通过实例讨论工程图纸中的不同公差标注策略。
直接极限公差
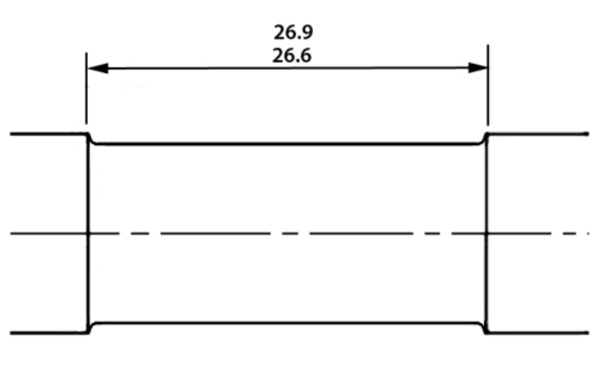
直接极限公差仅标注尺寸的最小和最大允许值。它是工程图纸中常用的公差标注方法之一,因其清晰且节省空间而备受青睐。然而,这种方法没有给出尺寸的基本值,这在需要时可能会带来不便。
在示例中,图示通过直接极限公差表明该尺寸可以在26.6到26.9之间变化。
正负公差
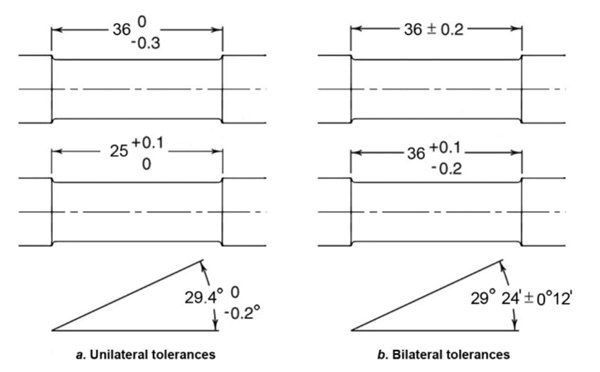
正负公差是工程图纸中另一种常见的公差标注方法。它们将公差定义为相对于基本值的正负偏差(±),这种方法清晰且信息丰富。
在这种体系中,公差可以是单边的或双边的。单边公差仅定义基本尺寸一侧的偏差,即要么仅为正偏差,要么仅为负偏差。双边公差则在基本尺寸的两侧都有偏差,即既有正偏差也有负偏差。
什么是余量?
余量是配合零件尺寸中为实现正确配合而计划的偏差,它是机械装配中实现功能性工程配合的必要设计要求。
解释这一概念的完美示例是轴与轮毂的装配。为了实现轴与轮毂之间的工程配合,设计师会在两者之间定义一个特定的余量。正余量表示零件之间存在小间隙,而负余量则表示配合表面之间存在干涉。
余量与工程配合
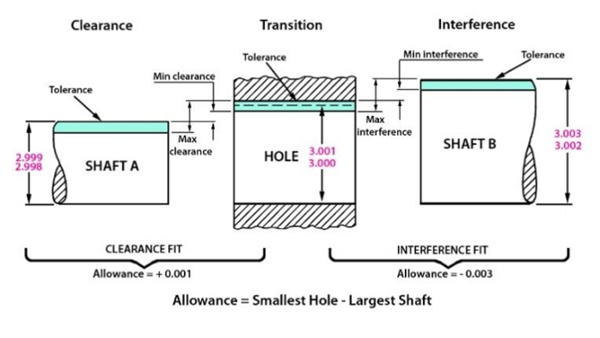
余量取决于所需的工程配合类型。对于轴 – 轮毂系统,有三种配合类型:过盈配合、间隙配合和过渡配合。
如上图所示,从数学上讲,余量是最小孔径与最大轴径之差。在间隙配合的示例中,轴的直径不能超过2.999,而孔的直径不能小于3.000。因此,余量为+0.001,表明这是间隙配合。
需要注意的是,轴和轮毂也都有各自的公差,如绿色标注所示。这些公差范围是在两个零件上分别定义的,它们共同作用,以确保零件装配后获得正确的余量。
余量在生产中的重要性
如我们所知,单个零件的公差是根据实际制造约束来选择的。这就是为什么机械师会对需要精确工程配合的零件投入额外的关注和资源,因为这同时也意味着精确的余量和公差范围。
因此,余量和公差在机械装配中相辅相成。这两个术语之间的混淆主要源于此。
如前所述,余量是定义配合组件尺寸计划偏差的设计特征。如果两个配合零件没有按照定义的余量进行加工,工程配合将无法正常工作。

余量与公差:有何区别?
现在,回到余量与公差的讨论,我们可以更仔细地看看它们之间的区别,以及为什么它们经常被混淆。以下图表总结了它们的差异。
| 余量 | 公差 |
| 配合零件尺寸的计划偏差 | 由于固有的加工误差和不完美导致的尺寸未计划偏差 |
| 仅针对配合表面提供,工程图纸中还包括表示配合类型的特定符号和术语 | 在工程图纸中针对零件的每个尺寸提供 |
| (轴 – 轮毂装配中)最大轴半径与最小孔半径之差 | 零件最大和最小允许尺寸之差 |
| 可以是正(间隙)或负(干涉) | 指定相对于基本尺寸的正负双向偏差 |
结论
混淆余量和公差是很常见的,也是可以理解的,因为它们在工程设计中代表着相似的主题。然而,作为设计工程师和机械加工专家,理解它们的区别至关重要。公差限制了加工的不准确性,而余量则为实现特定的工程配合提供了参考。它们相互关联,但又有所不同。
机加工与制造领域的专家:韦克
韦克是提供快速成型和CNC加工服务方面的专家。我们先进的数控设施,结合高技能和经验丰富的团队,使我们能够满足高质量生产和严格标准的要求。
无论您是需要关键部件的严格公差,还是需要确定工程配合的合适余量,韦克都是您的理想合作伙伴。
