CNC加工已成为制造业中生产零部件和产品最灵活可靠的方式之一,该工艺可用于加工包括金属、塑料和复合材料在内的不同材料。
然而,尽管CNC加工灵活且高效,但如果你想要制造出高质量的产品,了解加工设计和机床操作非常重要。本文我们将讨论有关CNC加工设计的基本原则、加工限制以及优化建议。请继续阅读。
CNC加工设计的基本原则
以下是设计CNC加工时需要考虑的一些方面。
- 设计零件时,应考虑能用常规刀具进行加工,这有助于确保加工速度更快,同时无需使用专用刀具;
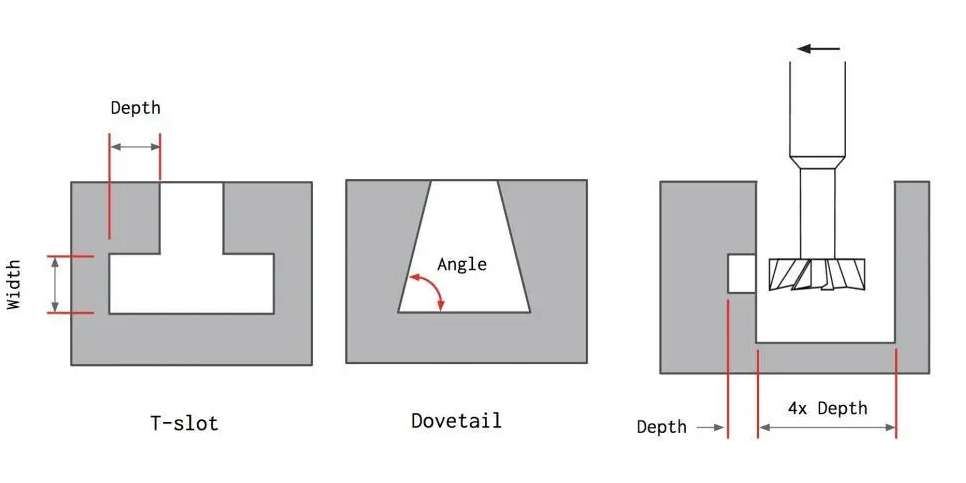
- 沟槽的深度不应超过其宽度的四倍,否则会使加工变得困难;
- 在设计时,要考虑机床的加工行程机器参数,避免出现加工问题。
CNC加工设计的限制
诚然,CNC加工具有多功能性,但并非所有设计都能实现。换言之,你需要了解一些限制和约束条件,以确保加工顺利进行。CNC加工设计的两大主要限制是:
刀具几何形状
大多数CNC切削刀具的切削长度有限。它们也基本都是圆柱形,意味着在从工件上移除材料时,这些切削刀具会将其圆柱形几何形状传递给工件。这就是为什么无论切削刀具的尺寸有多么小,工件的拐角处总会有一个圆角半径的原因。
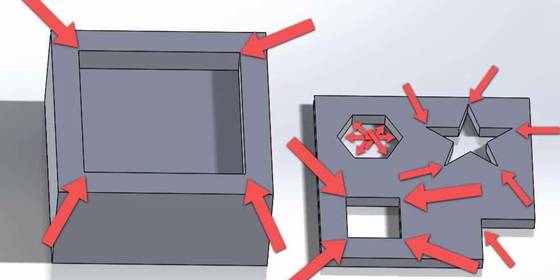
刀具可达性
在加工深度与宽度比较大的工件时,刀具可达性成为一个主要问题。这个问题是因为CNC机床是从上方将切削刀具作用于工件上进行切割的。
将零件或组件的特征与六个主要方向之一对齐是减轻刀具可达性问题的一种方法。此外,使用具有出色工件夹持能力的五轴CNC加工可以很大程度提高刀具限制。
CNC加工设计指南
在CNC加工领域,通常没有一套被广泛接受的设计标准。这主要是因为该行业和所使用的机床在不断发展。然而,一些实践和建议将有助于提高你的CNC设计可制造性。
内部边缘
在创建内部边缘时,垂直角半径应至少为型腔深度的三分之一。如果你使用指定的角半径,则应该选择建议型腔深度的直径刀具。
角半径略高于建议值,从而产生质量更好的表面光洁度。如果你需要90度角,建议使用T型刀。
孔
为了创建孔,可以使用钻头或端铣刀。在确定孔的直径时,最好使用标准钻头尺寸作为参考,其单位可以是公制或英制。
从技术上讲,任何在工具尺寸范围内的孔都是可行的。机床操作人员通常使用铰刀和镗刀工具来完成需要在精确公差范围内的孔。对于需要高精度且小于20毫米的孔,建议使用标准尺寸。
在设计CNC加工的零件时,建议孔的深度是其直径的四倍,超出也是可行的,取决的工具的范围,但通常这个比值不超过十倍。
螺纹
在设计CNC加工产品时使用的最小螺纹尺寸通常是M2,但M6或以上会更为理想。制造商可以使用CNC螺纹切削机床来切割小至M6的螺纹,从而降低丝锥断裂的风险。
最小螺纹长度应为其直径的1.5倍,而建议长度是正常值的三倍。对于任何小于M6的螺纹,必须在孔底添加一段未螺纹的长度,其长度为名义直径的1.5倍。对于大于M6的螺纹,最好在整个孔上加工螺纹。
型腔和凹坑
由于端铣刀工具的切削长度有限,建议CNC设计的型腔深度为其宽度的四倍。较低的深度与宽度比值会导致切屑排出量增加、刀具偏转和振动。
标记或凸起文字
你可能需要在零件上标记零件编号或公司名称。在定制CNC设计中添加文字看起来很酷,但处理起来很耗时。通常,电化学蚀刻或激光打标效果更好。
CNC加工零件设计的实践
掌握加工实践并了解CNC的基础知识,有助于确保零件的高质量。以下是根据加工类型,在CNC加工零件设计时需要考虑的一些因素。

1. CNC铣削设计
CNC铣削是一种使用圆形刀具快速从工件上去除材料以获得所需形状的加工技术。铣床有多种设计,从3轴到12轴不等。
1.1 常用切削刀具
在构思CNC零件设计想法时,要考虑CNC铣削中常用的多种刀具,如端铣刀。如果可以选择常用刀具来制作出所需特征和几何形状,将大大降低成本和缩短交货期。
此外,在设计时还要考虑刀具的标准尺寸,因为半径小于标准的设计会导致设计复杂化和成本增加。
1.2 避免尖锐的内角
使用铣削刀具无法实现尖锐的角。原因是所使用的切削刀具都是具有圆弧的。要使用CNC铣床,零件中角加工后会有一个非常小的半径,且半径大于用于创建它们的刀具。当斜面与垂直壁或锐边相遇时,需要倒角。除非表面是平坦且与刀具垂直,否则方形或球头端铣刀总会在工件的壁和下方表面之间留下材料。
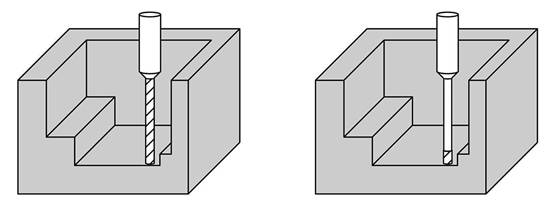
1.3 避免深窄槽
较长的刀具通常会振动和偏转,从而导致表面粗糙。因此,端铣刀的切削深度对于切削塑料件不应超过其直径的15倍,对于切削铝等软金属不应超过其直径的10倍,对于切削钢等硬金属不应超过其直径的5倍。
例如,在一个经过机加工的钢制零件上,使用宽度为0.55英寸的0.5英寸端铣刀切割的槽不应深于2.75英寸。由于前面提到的内倒角半径也取决于此处的刀具直径,因此其内半径都应大于0.25英寸。
1.4 采用尽可能大的内半径
刀具越大,每次去除的材料就越多,从而减少了加工时间和成本。在设计时,应始终使用允许的最大内半径。在可行的情况下,避免使用小于0.8毫米的半径。
此外,使倒角略大于端铣刀的半径;例如,使用0.130英寸(3.3毫米)的半径而不是0.125英寸(3.175毫米)。铣刀将沿着更平滑的路径移动,使表面更加光滑。

2. CNC车削设计
CNC车削是一种在车床上加工出具有轴向对称和圆柱几何形状的零件的加工过程。该过程包括将工件固定在旋转卡盘上,同时用切削刀具将其切割成所需形状。这种加工过程可获得更好的表面光洁度和更紧密的公差。
以下是一些使用车床进行CNC切割的设计技巧:
2.1 避免尖锐的内角和外角
在设计CNC加工零件时,重要的是要避免内角和外角都过于尖锐。给内角添加半径是确保刀具不会触及更大表面的一种方法。另一种方法是稍微倾斜陡峭的侧壁,由于所需工序更少,因此使用单一车床刀具加工轮廓会更简单。
2.2 避免细长零件
避免使用细长且经过车削的零件,因为它们更容易旋转不均匀并与刀具发生颤动。在制作细长零件时,请尝试在自由端留出中心钻孔的空间,并使用中心装置使零件保持直线旋转。此外,作为一般准则,请保持长度与直径的比率在8:1或以下。
2.3 避免薄壁
与铣削类似,过度去除材料会对零件造成不必要的应力。壁太薄也会降低刚性。然而,薄壁使得难以保持紧密公差。这就是为什么在CNC加工设计中,最好将车削部分的壁厚保持在0.02英寸以上。
2.4 特征对称性
添加到车削零件上的每个特征通常都需要围绕旋转轴对称。如果添加不是轴向对称的几何形状或特征,将需要更复杂的加工和设置。
有时需要在车削零件上添加不是轴向对称的特征,这可能需要不同的操作。即使在这种情况下,也可以保持一定的对称性。
3. 钻孔设计
这是指在工件上创建孔的操作。此操作使用的工具具有锥形尖端,使其能够在加工过程中深入材料。
在创建旨在用于CNC钻孔的设计时,请考虑以下建议:
3.1 适当的孔深
钻孔深度建议不超过钻头直径的12倍。原因是长度等于或超过此长度的钻头会失去刚性,无法保持紧密公差,并且更容易断裂。此外,如果需要挖得更深,请考虑增大孔径。
但是,如果必须钻深孔,另一种选择是从零件的两侧钻孔。请注意,由于这需要二次加工设置,因此制造过程将花费更长的时间和更高的成本。
3.2 保持钻头轴线垂直于表面
为防止钻头尖端偏移,钻头轴线应与表面垂直。在圆形物体表面加工出的浅而平坦的凹坑通常可以使钻头垂直于零件表面进入。最好使用导向孔来解决这一挑战,尽管这一选择在CNC机床编程中是必要的。
3.3 避免穿过型腔钻孔
在规划CNC设计的钻孔位置时,请确保该孔不会穿过工件的型腔。如果必要,钻孔可以略微与型腔相交,但不能直接穿过。
选择韦克,获取您的CNC设计加工服务
尽管CNC加工功能多样,但如果在加工中设计没有得到很好的优化,就会生产出低质量的零件。这还可能造成浪费,并大幅增加CNC加工成本。那么,有什么解决方案呢?那就是选择韦克的CNC加工服务。
我们是一家CNC加工制造公司,多年来为不同行业制造产品与零件。我们的CNC加工厂拥有从3轴到5轴的一系列CNC机床,以及一支由专业工程师和操机员组成的团队,无论项目多么复杂,我们都可以为你提供解决方案。今天就联系韦克,开始您的CNC加工项目吧。
常见问题
用于设计CNC零件的软件是什么?
用于CNC设计的软件称为计算机辅助设计(CAD)。该软件创建设计,然后将其传输到计算机辅助制造(CAM)。CAM再将设计转换为G代码,这是CNC机床能理解的语言。
选择CNC机床的标准是什么?
选择CNC机床时,需要考虑速度、刚度、承重能力和刀具寿命这四个主要因素。采用直线导轨的CNC机床通常速度更快,但更适合轻载应用。
