如果你决定采用CNC加工来完成零件加工,那么你需要知道,切削深度(Depth of Cut,DOC)是影响加工产品质量的三大最重要参数之一。
本文将帮助你了解切削加工中的切削深度是什么、为何需要对其进行控制、切削厚度与切削深度有何区别,以及如何计算切削深度。
切削加工中的切削深度是什么?
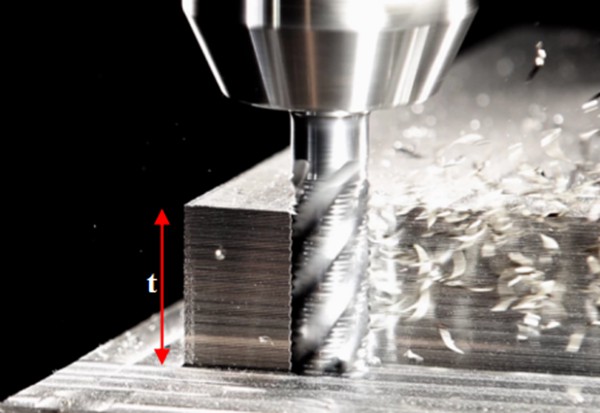
在切削加工过程中,切削深度是指切削刀具切入工件并切削形成切屑的深度。在理想的切削过程中,当CNC切削刀具以一定深度向左切入工件表面时,会形成切屑。这个深度就被称为切削深度或DOC。
切削深度值以英寸或毫米为单位进行测量,通常在0.1至1毫米之间变化。
为什么需要在切削加工中控制切削深度?
切削深度对切削加工过程有直接影响,例如:
- 刀具尖端温度升高;
- 刀具磨损率;
- 加工后产品的强度;
- 加工表面的质量。
例如,在切削过程中,与冷加工金属相比,退火金属更容易形成积屑瘤。积屑瘤类型的切屑由在刀具尖端积累的切屑层组成。因此,如果切削深度过深,不受控制的积屑瘤也会对表面光洁度产生不利影响。
切削深度如何与其他切削加工因素相互作用?
切削深度是影响切削加工过程的因素之一,然而,切削深度与其他因素相互作用,并影响工件的最终表面及其特性。
切削深度与冷却液
随着切削深度的减小,切屑曲率减小,切屑变得卷曲。在这种情况下,当刀具尖端温度升高时,你可能会认为添加冷却液可以冷却加工过程。
然而,添加数控冷却液会使切屑更加卷曲,减少刀具与切屑之间的接触,并将热量集中在刀具上,从而显著增加刀具磨损。在这种情况下,断屑器可能会很有用。
切削深度、前角和切削速度
另一个例子可以在热塑性塑料的加工中找到。热塑性塑料通常具有较低的热导率和较低的弹性模量。这意味着它们在加工过程中极易受到刀具尖端温度波动的影响。切削深度、前角和切削速度都必须相对于彼此进行调整,以避免温度升高以及在刀具尖端形成粘性且易粘连的切屑。
还需要知道的是,切削深度是与切削速度和进给量一起影响刀具寿命的三大参数之一。
如何计算切削深度?
当你需要计算切削深度时,不同变量之间建立定量关系的重要性显而易见。为什么刀具温度会升高?为什么表面光洁度差?为什么切削刀具磨损迅速?等等。
为了计算切削深度,你需要指定以下参数:
- 切削加工过程(铣削、车削等)是什么
- 工件材料
- 刀具尖端特性
- 机床性能
- 所需的表面光洁度和公差
车削过程中的切削深度
在CNC车削中,工件旋转,而刀具在沿工件长度移动时去除一层材料。切削深度可以与进给量或进给率相同,进给量或进给率就是刀具在单位时间内每转沿工件移动的距离,单位为毫米/分钟。
因此,切削深度可以简单地定义为去除材料的厚度,并可以通过以下公式计算:

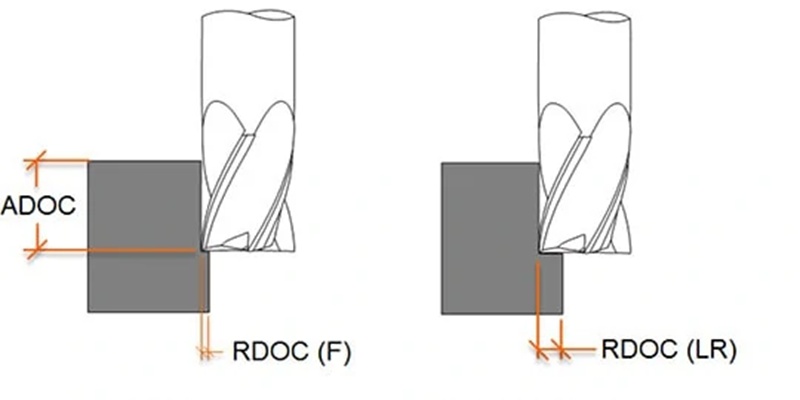
铣削过程中的切削深度
在CNC铣削过程中,刀具旋转,而工件保持静止。切削深度就是刀具在一次旋转中切入工件的深度。通常,对于直径大于20毫米的大型刀具,切削深度是刀具直径的4倍;对于直径较小的刀具,切削深度是刀具直径的10倍。
切屑厚度值与切削深度值的比较
区分切屑厚度和切削深度很重要,因为它们并不相同,且数值也不一样。
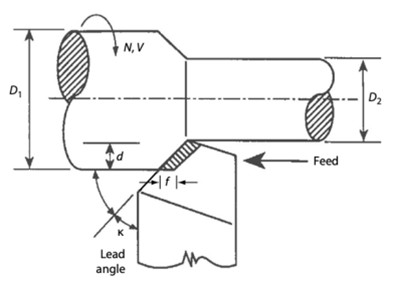
为了解释这一点,我们需要更深入地观察理想切削过程的图1。切削深度值(我们用to表示)与切屑厚度值(tc)不同。
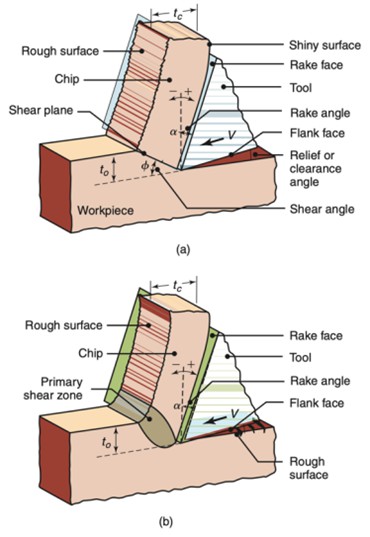
图1:理想切削过程
切屑去除过程是通过在明确定义的剪切面上进行剪切完成的,并具有一个定义的剪切角ϕ,如图2所示。这使得切屑厚度的值总是大于切削深度的值。
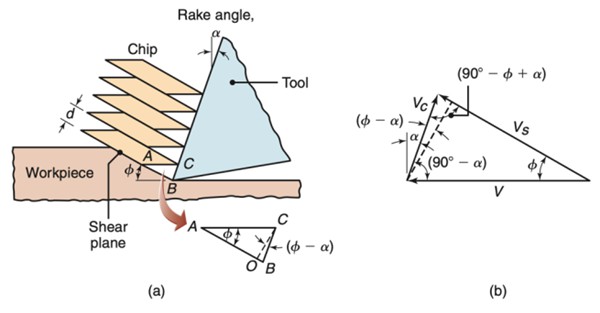
图2:切屑形成的基本机制
切削比与切屑压缩比
切削比(Cutting Ratio)或切屑厚度比(Chip Thickness Ratio)是切削深度与切屑厚度的比值,用(r)表示,可以按以下方式计算:

它也可以从图1所示的剪切角ϕ和前角α计算得出,如下所示:

其中:
ϕ:剪切角
α:前角
这个值的倒数被称为切屑压缩比(Chip-compression Ratio)或切屑压缩因子(Chip-compression Factor),它表示切屑厚度与切削深度的比值。
附加信息:切削深度与切削力和功率
了解切削力和功率对于计算切削深度至关重要。它们可以提供以下重要参数:
具有所需强度的刀具,以避免快速磨损并提供最佳效率和表面光洁度。
能够承受这些力且变形最小的工件夹具和固定装置。
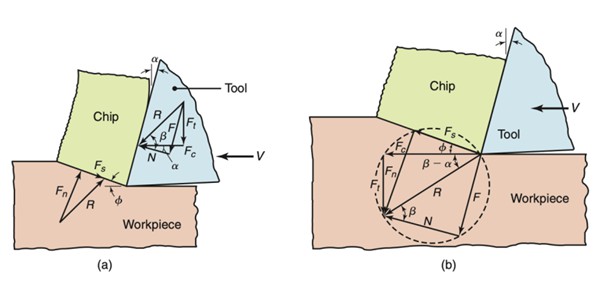
所需功率就是切削力乘以速度的乘积,可以按以下方式计算:

其中,Fc是“切削力”,定义为刀具切入工件时所施加的力,且与刀具速度V方向相同。
总比能(Total Specific Energy)是执行切削表面所需的剪切力所需的总能量(us),加上克服刀具与表面之间摩擦所需的摩擦比能(uf)。
剪切比能和摩擦比能与切削深度相关,可以按以下方式计算:

切屑速度与切削速度的关系如下:


因此,值得一提的是,这些公式也可以反过来用于在已知特定机床参数的情况下计算切削深度。

韦克是您的CNC加工项目可靠合作伙伴
加工是一项复杂的操作,要为所有参数建立定量值并确定某种材料的可加工性并非易事。
韦克是你的CNC加工专家,提供高效且经济的加工解决方案。我们的工程师将制定全面的加工策略,以确保加工过程中的每个参数都满足加工要求。此外,我们对每个项目都进行100%的检查,以满足你的产品加工需求。
结论
切削深度是一个非常重要的参数,在开始加工过程之前应予以考虑。如前所述,切削深度值直接影响切削力等依赖性切削参数和比能。计算这些值不仅影响工件的强度和表面光洁度,还影响刀具材料、固定装置类型以及冷却剂使用的可能性。
