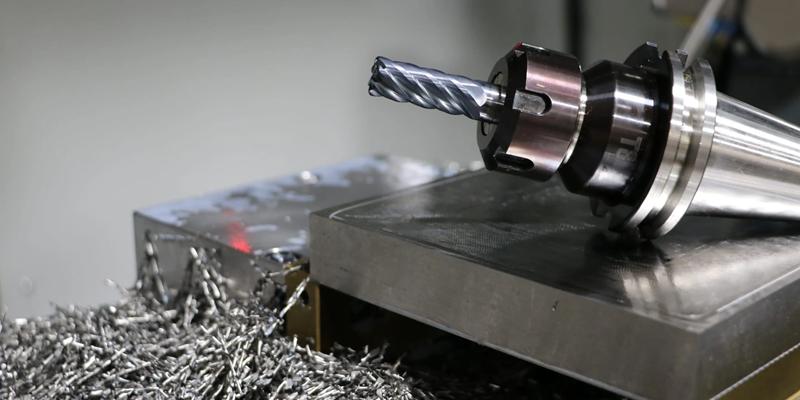
数控铣削是一种通用性很强的加工工艺,它使用旋转刀具刮切削工件,直至达到所需的形状。最常见的铣刀有立铣刀、面铣刀、板铣刀、飞刀等。
在所有这些切削工具中,立铣刀与众不同,应用广泛,它们是立铣加工特有的铣削工具。在本文中,我们将讨论立铣加工及其刀具的应用。
什么是立铣加工?
立铣加工是指使用特定的切削工具对工件进行轴向切削。它是铣削操作的一个方面,用于生产腔、槽、轮廓、和其他铣削零件的特征。
与许多切削工具一样,立铣刀的刀尖上有许多切削齿,其外围侧有额外的切削齿,可以进行精确切削
何时选择使用立铣刀?
立铣刀是一种相对较小的刀具,适用于对复杂的金属工件进行高精度切削。
以下是需要进行立铣加工的典型操作:
- 开槽
- 轮廓加工
- 切槽
- 粗加工
- 跟踪铣削等

不同类别的立铣刀
立铣刀根据形状、刃数、材料类型等进行分类,让我们来看看立铣刀的不同分类。
按形状分类
根据形状,立铣刀可进一步分为以下几种:
- V形铣刀: 切削齿角度较小,通常为 60°或 90°,形成 V 形切削端。这使它们适用于切割窄而小的切口,此外这类铣刀还可用于刻字、雕刻复杂的细节和制作标记。
- 方头铣刀: 也称为平端铣刀。这种铣刀有一个锋利的方角,适合在工件上进行 90°切削。它们是用于立铣,面铣、侧铣等的通用立铣刀。
- 球形立铣刀: 这种铣刀的切削刃呈圆形,可提高工件的表面光洁度。它们适用于铣削轮廓表面、浅槽等。
按槽数分类
刃口是立铣刀切削刃上的螺旋槽,可在切削过程中排出切屑。通常情况下,立铣刀有 2、3 或 4 个刃口结构,但 3 个刃口的立铣刀比其他两种少见。
增加刃数可提高铣刀的进给量,使切削的表面光洁度更好。但是,减少刃数则意味着更好的切屑间隙和减少热量积聚。因此,制造商在决定使用哪种立铣刀进行加工之前,需要考虑加工的材料。
根据材料分类
立铣刀通常使用钴钢合金(高速钢)或硬质合金制造。
- 高速钢(HSS)立铣刀:它们的价格相对比整体硬质合金便宜,但加工能力较低,使用寿命也较短。
- 碳化钨立铣刀:它们比高速钢更贵,但具有更高的韧性和抗磨损性。它们还具有高耐热性,适合高速加工坚硬的材料。
- 钴立铣刀:它们的价格也比高速钢高,但具有更高的刚性和耐磨性。

采用立铣加工操作的好处
以下是立铣加工工艺的一些优点:
用途广泛
立铣加工是最通用的加工工艺之一,具有极高的灵活性。例如,它们是多种应用的理想选择,如轮廓加工、仿形加工、跟随加工等。
高精度和准确性
与其他典型的CNC加工过程一样,立铣加工过程由计算机代码和程序引导和调节。因此,切削具有高的精度和准确性,这对于公差要求严格的零件至关重要。
材料范围广泛
立铣加工适用于多种材料–金属,如铝和钢;非金属,如木材和塑料;甚至复合材料。
适用于复杂制造
立铣加工适用于制造具有高公差规格的复杂结构,它们可以制造模具、槽、外壳和其他机械零件。
立铣加工与钻孔的区别
以下是两种加工工艺的主要区别:
- 立铣加工适用于加工槽、轮廓、型腔等多种应用,而钻孔通常是在工件上开孔。
- 立铣刀可进行轴向和横向切削,而钻孔是用钻头插入材料中,留下一个精确的孔。
由于这两种加工都需要切削工具,我们也来看看刀具之间的区别。
钻头与立铣刀
- 观察钻头的尖端,你会发现它们都是锥形的,只有金刚石钻头的尖端是扁平的。而立铣刀则根据其规格而有不同的形状,立铣刀的选择通常取决于加工要求和加工材料。
- 钻头的突出切削刃向尖端逐渐变细,而立铣刀的主要切削刃在其外围(侧面)。
- 事实上,立铣刀也能够加工孔。但是,与可以在工件上开孔的钻头不同,立铣刀需要预先钻孔。
- 立铣刀由于采用圆周切削,因此可以产生平面切削。而钻头只能垂直切削,形成圆柱形或圆锥形的孔状切削。
韦克:您的铣削加工需求合作伙伴
除了需要了解各类铣削加工操作以外,与一流的服务制造商合作也至关重要,因为这些机器的初始成本通常价格昂贵。
韦克是提供 CNC 铣削服务的专家。我们的内部加工厂由技术精湛的团队组成,在机械加工方面拥有丰富的经验。此外,我们还提供广泛的机加工服务,包括精密CNC加工、CNC车削、复杂金属和塑胶件加工、3D 打印、快速注塑成型、表面处理工艺等。
只需联系我们,即可获得即时报价和 DfM 分析。
结论
立铣加工是一种用途非常广泛的制造工艺。与大多数计算机控制的工艺一样,它可以达到较高的加工精度,因此在制造机加工零件方面非常有价值。
